





























GALA ELECTRONICS 300 T
GALA ELECTRONICS 300 T
GALA ELECTRONICS 300 T
GALA ELECTRONICS 300 T
E
E
E
E
GB
GB
GB
GB
0
35
A.
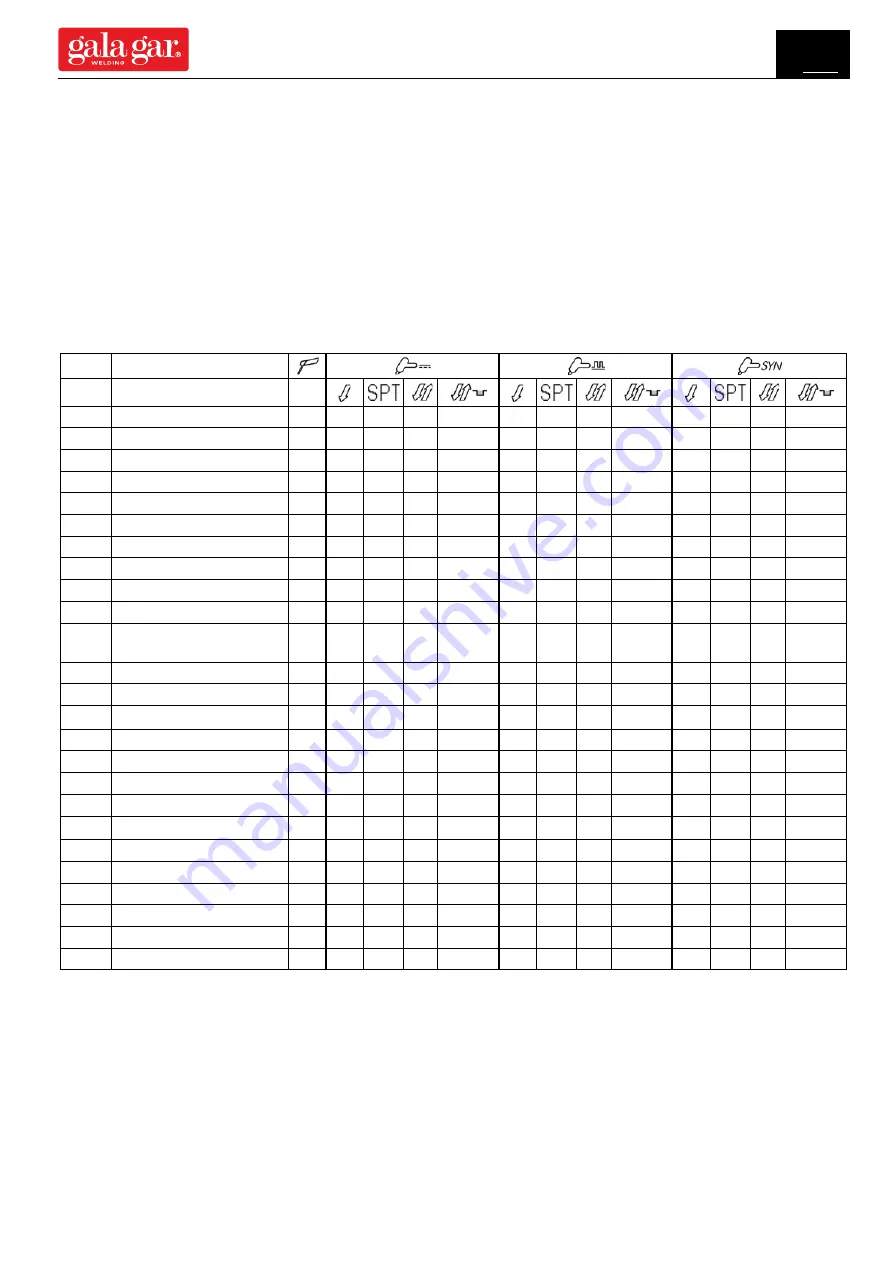
PARAMETERS ACTIVATION
The welding parameters are available in accordance with the selected welding mode and procedure.
Certain parameters are available only after other parameters or functions of the unit have been enabled or set.
The table shows the settings required to enable each parameter.
: always available
1: Available with the user interface reference
active
2: Available with "REMOTE CONTROL"= ON
and remote controller connected
3: Available when "HF ARC START" parameter
=ON
4: Not available with "MULTI TACK" active
5: Available with "KIND OF PULSE"= SLOW
6: Available with "KIND OF PULSE"= FAST
MENU
MODE
PROCEDURE
PARAMETER
1°
WELDING CURRENT
1
1
1
1
1
1
1
1
1
1
1
1
1
1°
MAX WELDING CURRENT
2
2
2
2
2
2
2
1°
HOT-START
1°
ARC-FORCE
1°
PRE-GAS
3
3
3
3
3
3
3
3
3
3
3
3
1°
START CURRENT
1°
SLOPE UP
4
4
4
4
4
4
4
4
4
4
4
4
1°
SECOND CURRENT BI-LEVEL
1°
BASE CURRENT
1°
PEAK TIME
DUTY CYCLE
1°
PULSE FREQUENCY
6
6
6
6
6
6
6
6
1°
BASE TIME
5
5
5
5
5
5
5
5
1°
SLOPE DOWN
4
4
4
4
4
4
4
4
4
4
4
4
1°
POST-GAS
2°
VRD
2°
LONG ARC VOLTAGE
2°
REMOTE CONTROL
2°
FINAL CURRENT
4
4
4
4
4
4
4
4
4
4
4
4
2°
SPOT TIG TIME
2°
MINIMUM PEDAL CURRENT
2
2
2
2
2
2
2°
HF ARC START
SPECIAL
Q-START
3 + 4
3 + 4
3 + 4
3 + 4
3 + 4
3 + 4
SPECIAL
DYNAMIC ARC
4
4
4
4
SPECIAL
MULTI-TACK
3
3
3
3
3
3







































































