
























SMART CUT 1000
11
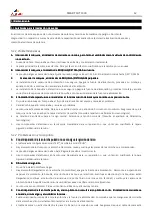
Consulte la tabla siguiente al conectar el sistema CUT a un controlador de altura para antorcha de plasma CNC mediante un
cable de interfaz de máquina.
Señal
Señal
Señal
Señal
Tipo
Tipo
Tipo
Tipo
Instrucción
Instrucción
Instrucción
Instrucción
Enchufe del conector
Enchufe del conector
Enchufe del conector
Enchufe del conector
Terminales de cable
Terminales de cable
Terminales de cable
Terminales de cable
Start
(Inicio plasma)
Entrada
Normalmente abierto.
18 VDC de tensión en circuito abierto en
los terminales START.
Necesita un encapsulado de contacto en
seco para activarlo.
8, 9
8 (amarillo),
9 (verde)
Transferencia
(inicio movimiento
máquina)
Salida
Normalmente abierto. Encapsulado de
contacto en seco en el momento de la
transferencia del arco.
120 VAC/1 A máximo en el relé de la
interfaz de máquina o dispositivo de
conmutación (suministrado por el
cliente).
13, 14
13 (azul),
14 (blanco)
Tierra
Tierra
Divisor de tensión
Salida
CUT: Señal del arco dividido de 20:1,
30:1, 40:1 y 50:1 (proporciona un máx.
de 18V).
6 (+), 7 (-)
6 (rojo),
7 (negro)
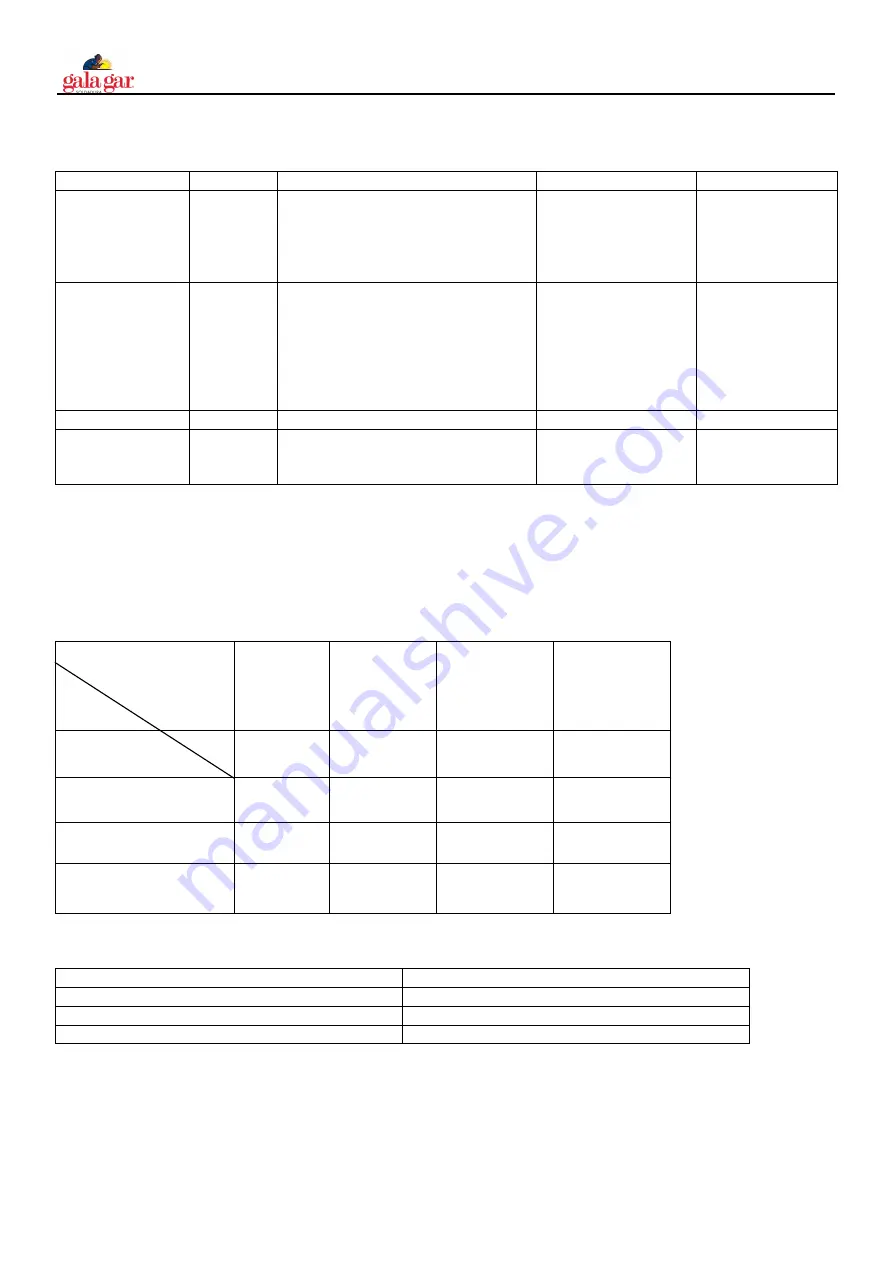
Configurar el divisor de tensión de 5 posiciones en la CUT
Configurar el divisor de tensión de 5 posiciones en la CUT
Configurar el divisor de tensión de 5 posiciones en la CUT
Configurar el divisor de tensión de 5 posiciones en la CUT
El divisor de tensión se suministra preconfigurado de fábrica a 20:1. Para cambiar el divisor de tensión a una configuración
diferente:
1. Ponga el interruptor general en la posición OFF y desconecte el cable de alimentación de red.
2. Quite la tapa de la fuente de alimentación.
3. Localice los conmutadores DIP del divisor de tensión en el lado izquierdo de la fuente de alimentación.
Nota:
Nota:
Nota:
Nota:
Utilice la tabla de abajo para seleccionar la relación y posición
Utilice la tabla de abajo para seleccionar la relación y posición
Utilice la tabla de abajo para seleccionar la relación y posición
Utilice la tabla de abajo para seleccionar la relación y posición
selección de la
selección de la
selección de la
selección de la
relación
relación
relación
relación
número de marcación
número de marcación
número de marcación
número de marcación
20:1
20:1
20:1
20:1
30
30
30
30:1
:1
:1
:1
40:1
40:1
40:1
40:1
50:1
50:1
50:1
50:1
1
1
1
1
ON
1
1
1
2
2
2
2
2
ON
2
2
3
3
3
3
3
3
ON
3
4
4
4
4
4
4
4
ON
Tipos de cables de control CNC seleccionables:
Tipos de cables de control CNC seleccionables:
Tipos de cables de control CNC seleccionables:
Tipos de cables de control CNC seleccionables:
Referencia
Referencia
Referencia
Referencia
Tamaño estándar (m)
Tamaño estándar (m)
Tamaño estándar (m)
Tamaño estándar (m)
6.310.660
5
6.310.660-D
10
6.310660-E
15
Summary of Contents for 223001000C
Page 26: ......
Page 27: ...Apéndice 1 Esquema del sistema eléctrico Appendix 1 Electrical principle drawing ...
Page 28: ...PARTS LIST SMART CUT 1000 Ref 223001000C 14 12 2015 HR 223001000C V0 1 2 ...
Page 30: ......
Page 31: ......







































































