


















SMART CUT 1000
5
2.
2.
2.
2. PARÁMETROS TECNOLÓGICOS
PARÁMETROS TECNOLÓGICOS
PARÁMETROS TECNOLÓGICOS
PARÁMETROS TECNOLÓGICOS
2.1.
2.1.
2.1.
2.1. Principios de funcionamiento del circuito principal
Principios de funcionamiento del circuito principal
Principios de funcionamiento del circuito principal
Principios de funcionamiento del circuito principal
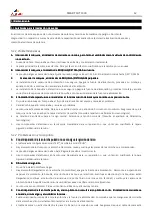
El principio de funcionamiento del Equipo de corte por plasma con aire CUT100 se describe en la figura siguiente. La
frecuencia de trabajo trifásica CA 380V es rectificada a CC (530V aprox.), a continuación es convertida a frecuencia intermedia
CA (20 KHz aprox.) por el dispositivo ondulador (IGBT discreto), después la tensión es reducida por el transformador intermedio
(el transformador principal) y rectificada por el rectificador de frecuencia intermedio (diodo de recuperación rápida), y
finalmente es producida mediante filtrado de inductancia. El circuito adopta la tecnología de control por retroalimentación de
corriente para garantizar una salida de corriente estable. Entretanto, el parámetro de corriente de corte puede reajustarse de
manera continua y progresiva para satisfacer los requisitos de la técnica de corte.
Fig. 2.1 Diagrama del principio de funcionamiento
2.2.
2.2.
2.2.
2.2. PARÁMETROS
PARÁMETROS
PARÁMETROS
PARÁMETROS
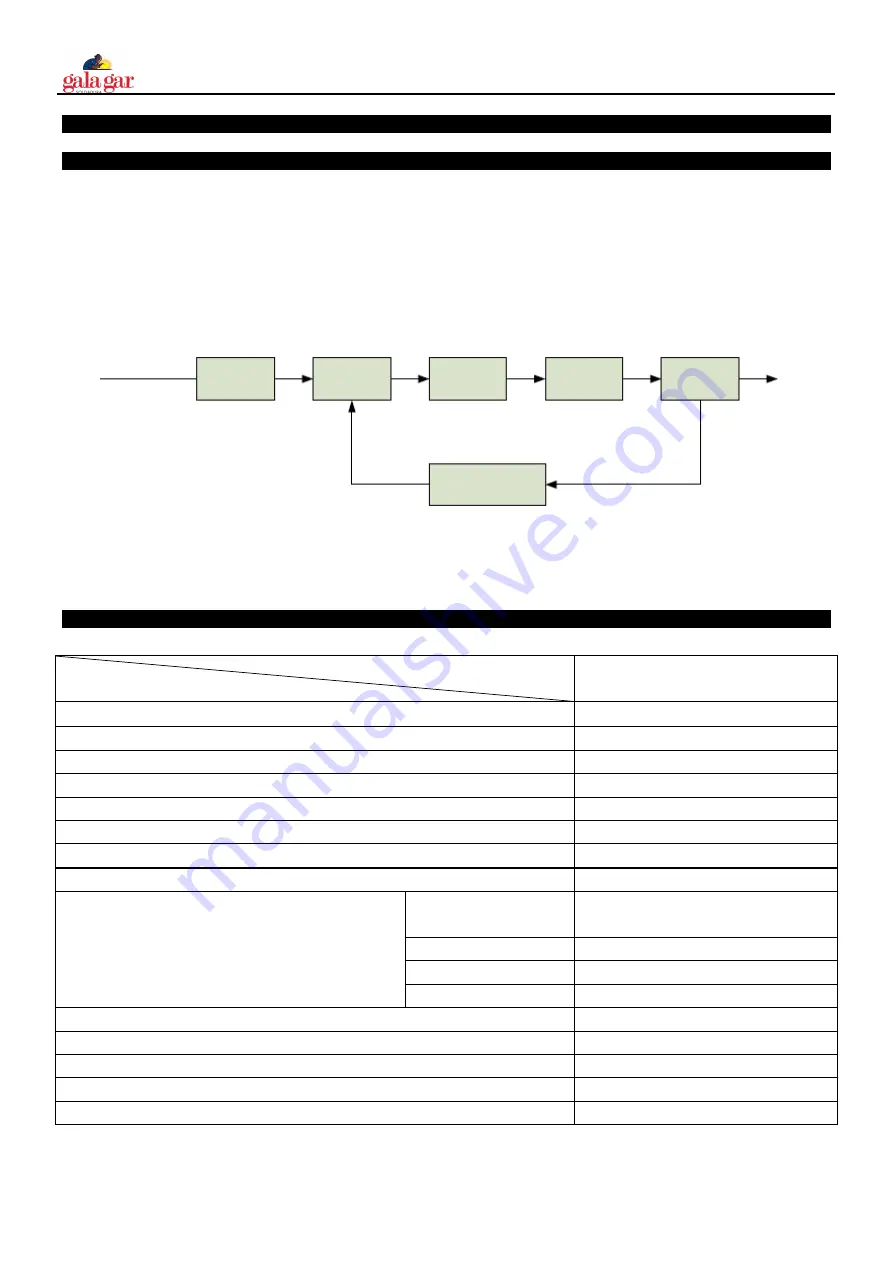
Tabla 2.1 Parámetros técnicos
Modelos
Modelos
Modelos
Modelos
Parámetros
Parámetros
Parámetros
Parámetros
SMART
SMART
SMART
SMART CUT 1000
CUT 1000
CUT 1000
CUT 1000
Tensión nominal de entrada (V)
3-380V±15%, 50/60Hz
Intensidad nominal de entrada (A)
20
Potencia nominal de entrada (kW)
13
Rango de ajuste de la intensidad de corte (A)
20
~
100
Corriente piloto (A)
20
Tensión en vacío (V)
360
Factor de marcha (40
℃
, 10 minutos)
100% (100A)
Grosor máximo de corte de acero al carbono (mm)
50
Grosor óptimo de corte (mm)
Acero al carbono
≤40
Acero inoxidable
≤40
Aluminio
≤30
Cobre
≤24
Dimensiones (mm)
630*300*600
Clase de protección
IP23S
Clase de aislamiento
F
Peso neto (kg)
40
Método de enfriamiento
VENTILADOR
Nota:
Nota:
Nota:
Nota:
Los parámetros anteriormente indicados están sujetos a posibles cambios como consecuencia del proceso de mejora
de las máquinas.
CA, Trifásica
380V, 50Hz
Convertir
CD
Inverter
AC
Transformar a
media frecuencia
Convertir a media
frecuencia
AC
CD
CD
Dispositivo Hall
Control de
realimentación positiva
de corriente
Summary of Contents for 223001000C
Page 26: ......
Page 27: ...Apéndice 1 Esquema del sistema eléctrico Appendix 1 Electrical principle drawing ...
Page 28: ...PARTS LIST SMART CUT 1000 Ref 223001000C 14 12 2015 HR 223001000C V0 1 2 ...
Page 30: ......
Page 31: ......







































































