






















SMART CUT 1000
8
10. Conexión para control rem
10. Conexión para control rem
10. Conexión para control rem
10. Conexión para control remoto
oto
oto
oto
11. Conector de la pistola de corte
11. Conector de la pistola de corte
11. Conector de la pistola de corte
11. Conector de la pistola de corte conectado al equipo de corte
12. Cable de alimentación
12. Cable de alimentación
12. Cable de alimentación
12. Cable de alimentación conectado al suministro de corriente apropiado
13. Ventana de enfriamiento del ventilador
13. Ventana de enfriamiento del ventilador
13. Ventana de enfriamiento del ventilador
13. Ventana de enfriamiento del ventilador
14. Conector de salida del aire comprimido
14. Conector de salida del aire comprimido
14. Conector de salida del aire comprimido
14. Conector de salida del aire comprimido
4.2 PREPARACIÓN DEL CORTE
1)
Conectar firmemente el cable de alimentación a la toma de corriente hembra (a efectos de la tensión de entrada, consulte
el Apdo. 2 Parámetros tecnológicos).
2)
Conecte el conducto de aire a al compresor de aire, y el cable de masa a la pieza trabajo.
3)
Coloque el interruptor general en la posición ON, el piloto de la fuente de alimentación se enciende.
4)
Coloque el interruptor RUN/SET en la posición SET, para que el aire circule, a continuación regular la presión del aire a 3,5
- 6,0 bar.
5)
Coloque el interruptor RUN/SET en la posición RUN, regule la corriente después de que el aire deje de circular.
6)
En este momento la preparación ha terminado.
4.3
Procedimiento de corte
Procedimiento de corte
Procedimiento de corte
Procedimiento de corte
1.
Corte normal
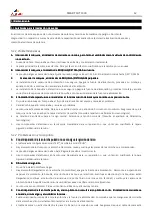
Fig. 4.2 Gráfico del flujo de trabajo
<1>: Valor del tiempo de ajuste = corriente de soldadura
Encienda la
fuente de
alimentación
Verificación
automática del
gas durante 10
s.
Suelte el gatillo
de la pistola de
corte.
Pre-gas
durante
1s.
La antorcha se separa de la
pieza de trabajo, a
continuación, el arco se
interrumpe.
Inspeccionar
automáticamente
durante 5
segundos
Tras la inicialización y
parada del ventilador,
pulsar el disparador de la
antorcha.
Encienda el
arco piloto, el
tiempo máx. es
de 10 segundos.
Post-gas.
Si la boquilla toca la
pieza de trabajo y la
intensidad es superior a
40A, ¿de acuerdo?
Pasar a la pieza, el
arco piloto cambia a
arco de corte.
Sí
No
La intensidad
bajará a 40A.
Corte
Corte
Corte
Corte
¿Se pulsa el disparador de la
antorcha de nuevo durante
el periodo de post-gas??
Sí
No
Reinicializar y continuar
trabajando.
Acabado después del
Post-gas para tiempo de
ajuste
<1>
Summary of Contents for 223001000C
Page 26: ......
Page 27: ...Apéndice 1 Esquema del sistema eléctrico Appendix 1 Electrical principle drawing ...
Page 28: ...PARTS LIST SMART CUT 1000 Ref 223001000C 14 12 2015 HR 223001000C V0 1 2 ...
Page 30: ......
Page 31: ......







































































