





























TIG 3200 AC/DC
30
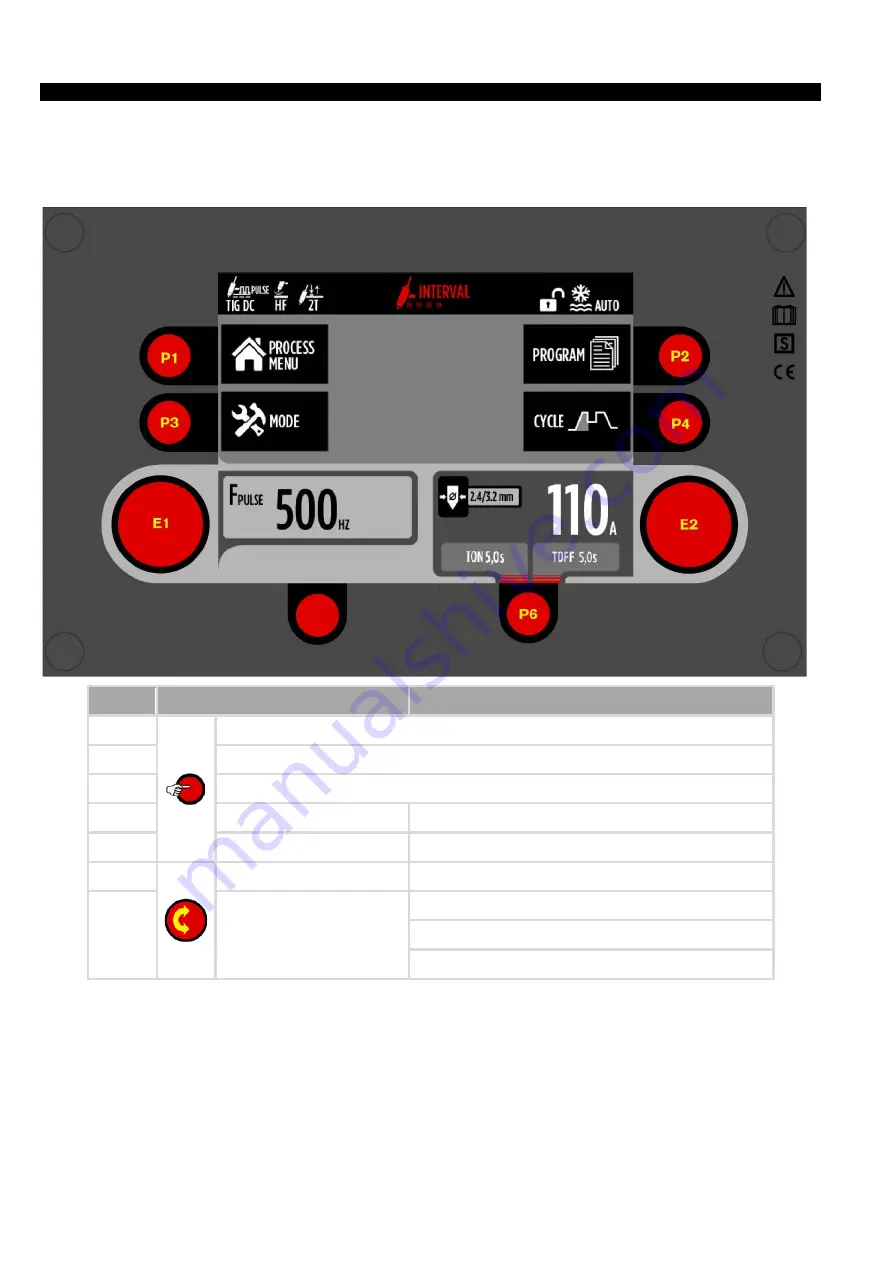
5.1.7. TIG DC PROCESS – PULSED ARC - INTERVAL MODE.
This mode of operation allows the realization of consecutive weld beads, with pulsed arc, with space between them
(TOFF Control) and a certain amount of time (TON Control).
The pulsed frequency control (Fpulse Control) set the number of times the intensity changes per second.
KEY
ACTION
DESCRIPTION
P1
Back to Main Menu
P2
Access to Program File
P3
Access to Operation Mode
P4
Access to Cycle Parameters Access to specific cycle of selected mode.
P6
Select secondary value
Temporarily places secondary value in main position.
E1
Modify Main Correction
Set the pulse rate.
E2
Modify Master Value
Set the welding strength.
Set welding time.
Set stop time.







































































