





















GALA G.E. TIG PULSE
10
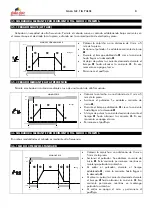
3.8 REGULACION DE TIEMPO DE PREFLUJO -POSTFLUJO
Para modificar los valores de control de gas,
seleccionamos el parámetro pulsando “J” durante 2
segundos.
El display “E” muestra el valor actual de pre-gas
mientras mantiene parpadeando el led .
Regulamos el tiempo con el encoger “F”.
Si procedemos a una nueva pulsación sobre “J” , se
iluminará intermitentemente el led 10. p A partir de
este momento podremos regular el postflujo con el
encoger F. En definitiva el pulsador J permite la
selección de pre-gas o post-gas, manteniendo
intermitente el led 1 o 10 según corresponda.
E
E
E
J
J
El encoger F variará el valor de tiempo en décimas de
segundo 0,1-0.2-0.3-…-2.5-2.6-2.7…
Tras 10 segundos de inactividad, volvemos al
parámetro 3 “Intensidad de trabajo” sin variar los
parámetros de ciclo previos a la entrada a
programación.
Para validar, los valores de preflujo/postflujo
regulados , mantendremos pulsado “J” durante 2
segundos (desde modo programación). Los leds 1 o
10 parpadearán simultáneamente durante 2
segundos para indicar que se ha realidad la
programación de forma correcta
.
3.9 REGULACIÓN Y MEMORIZACIÓN DE PARÁMETROS.
En el apartado 4 aparecen los valores posibles de cada parámetro y en qué modos de trabajo están disponibles.
Para regular y memorizar los parámetros se deben seguir los siguientes pasos:
•
Seleccionar mediante el pulsador G el modo de trabajo deseado (2T, 4T…)
•
Mediante el pulsador J seleccionar el parámetro que se quiere ajustar.
•
En el display aparecerá el valor actual. Mediante F variar el valor hasta conseguir el deseado.
•
Continuar pulsado G y realizar la misma operación con el resto de parámetros.
•
Una vez configurado un modo de soldadura adecuado (JOB) y que quiera conservarse para trabajos
posteriores, es posible memorizarlo. Pulsar JOB 1 o JOB 2 durante unos segundos hasta que quede
iluminado el led correspondiente.
•
Para recuperar los valores memorizados pulsar en JOB 1 o JOB 2.
•
Tenga en cuenta que los valores de los JOB son diferentes en cada modo de trabajo (2T LIFT, 2T HF, 4T HF
y 4T ESPECIAL), disponiendo de un total de 8 memorias.
•
Para borrar las memorias y parámetros de un determinado modo basta con pulsar a la vez las teclas de
JOB 1 y JOB 2.
•
Para borrar todas las memorias y parámetros basta con pulsar a la vez las teclas de JOB 1 y JOB 2,
mientras se conecta la máquina.
3.10 USO DEL MANDO A DISTANCIA EN EL PROCESO TIG. MANDO TIG 2000 P
El equipo dispone del pedal
TIG 2000 P
que permite la regulación del equipo con el pie. El procedimiento es el
siguiente:
•
Conectar el pedal
TIG 2000 P
al conector
M
•
Deberá iluminarse la indicación
que señala que está conectado el pedal.
•
Mediante el selector
G
elegir el procedimiento TIG 2T HF
o 2T LIF
. (Es posible utilizarlo también
en la modalidad 4 T.)
•
El pedal regulará entre la corriente máxima elegida
I
2
(
)
y la mínima memorizada en
I
s
(
)
.
•
En el momento de pulsar el pedal se inicia la posibilidad de cebado en modo LIFT ARC o ALTA
FRECUENCIA.
•
Deberá iluminarse la indicación
que señala la presencia de tensión de vacío.
•
Mediante el pedal seleccionar la intensidad deseada. RECUERDE que el pedal regula entre la corriente
mínima programada en con corriente de inicio y la máxima consignada en el equipo (
I
s
-
I
2
).
•
Trabajando en 2T al soltar el pedal se iniciará la rampa de bajada.
•
Es posible añadir la selección de arco pulsado.
J







































































