
























GALA G.E. TIG PULSE
18
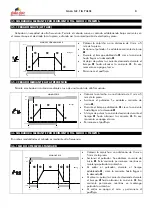
3.4 WELDING BY TIG PROCEDURE.
In TIG welding we must only use straight polarity, placing the welding torch in the negative pole. In addition, in
the installation, we must place a gas bottle O, (normally Argon), which we will connect to the machine through
pressure regulator N as seen in the figure below.
N- NEGATIVE POLE. TIG WELDING TORCH.
P- WELDING EARTH CLAMP.
O-TORCH GAS OUTPUT.
M- CONTROL CONNECTOR. (TORCH)
L- GAS INTAKE. (GAS BOTTLE)
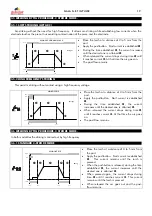
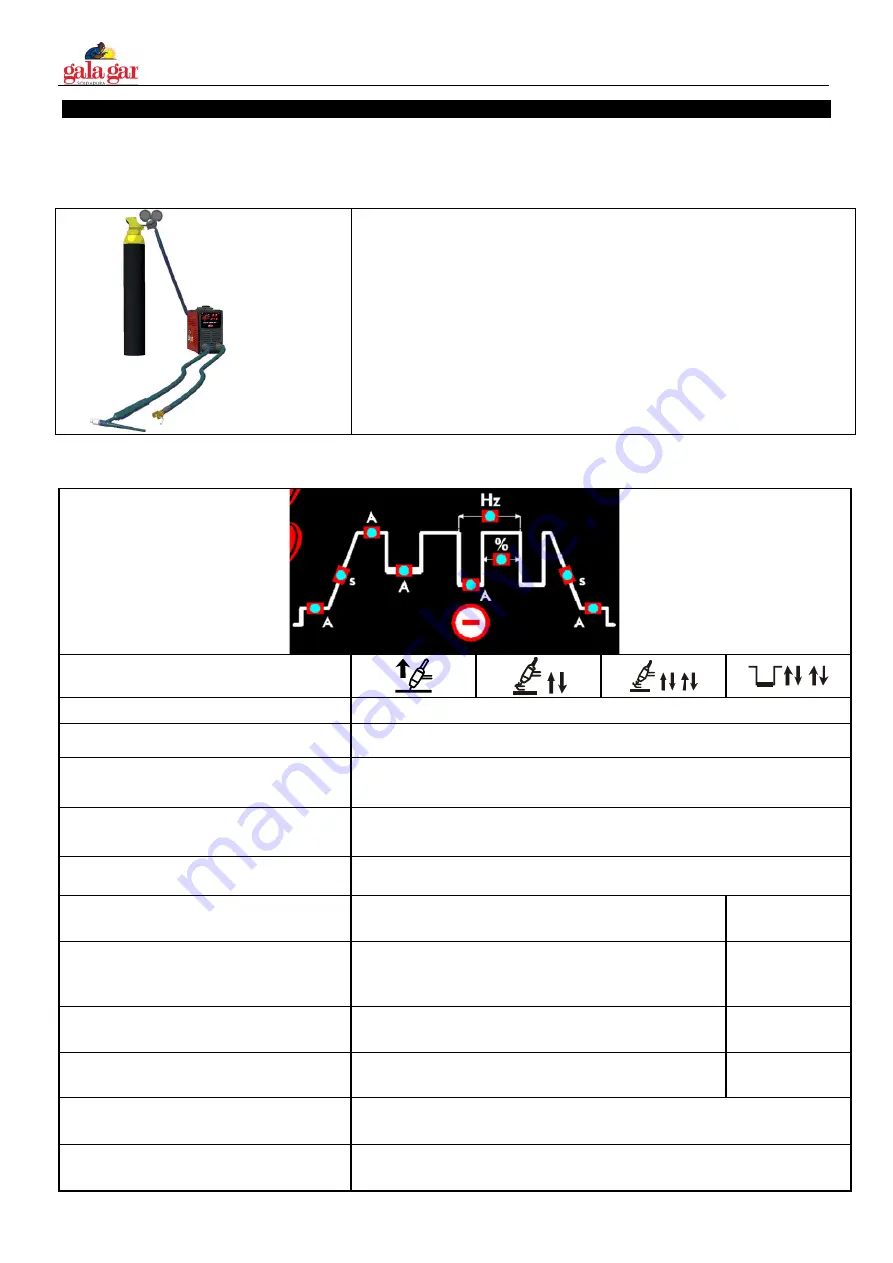
In TIG welding it is possible to set the following parameters related to the current:
Welding current
(A) (I
2
)
5 – 160 / 5 - 200
Down ramp (s)
(t
dws
)
0 - 10
Crater current
(A)
(I
e
)
5 – 160 / 5 - 200
The maximum value is limited to I
2
(
)
Start current (5- I
2
A)
(I
s
)
5 – 160 / 5 - 200
The maximum value is limited to I
2
(
)
Up ramp (0- 10 s)
(t
ups
)
0 - 10
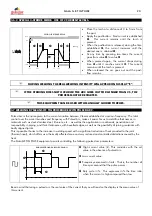
Second current level (5- 160/200
A)
Not available
5 – 160 / 5 - 200
Basic current A. Pulsed (
A)
5 – 160 / 5 - 200
The maximum value is limited to I
2
(
) and varies
proportionally with it. (Section 3.5)
Not available
Pulse frequency (Hz)
0.1 - 500
Not available
Duty cycle (20-80 %)
20 - 80
Not available
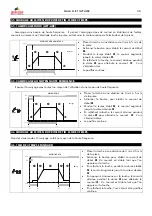
Remote control.
It regulates between the value assigned to start current
(I
s
) and the welding
current value
(I
2
)
Pre- Flow ; Post-flow (s)
0.1 – 5.0 s ; 0.1 – 10.0 s







































































