























GALA G.E. TIG PULSE
19
3.5 WELDING BY TIG PROCEDURE. 2 STROKE MODE.
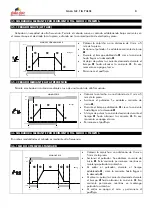
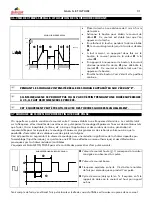
3.5.1 SOFT STRIKING (LIFT ARC)
Arc-striking without the need for high frequency. It allows arc-striking while establishing low currents when the
electrode touches the piece, thus avoiding contamination of the piece and the electrode.
GAS
1T
↓
2T
↑
Torch
MODO 2T CEBADO SUAVE
Post gas
•
Place the torch at a distance of 3 to 5 mm from the
part.
•
Apply the pushbutton. Start current is established .
•
During the time established , the current increases
until the desired one is attained .
•
When released the current drops during time until
it reaches current . At that time the arc goes on.
•
The post-flow remains.
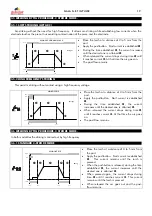
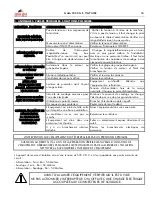
3.5.2 HIGH FREQUENCY STRIKING
This permits striking without contact using a high frequency voltage.
GAS
1T
↓
2T
↑
Torch
MODO 2T HF
HF
Post gas
•
Place the torch at a distance of 3 to 5 mm from the
part.
•
Apply the pushbutton. Start current is established
.
•
During the time established , the current
increases until the desired one is attained .
•
When released the current drops during time
until it reaches current . At that time the arc goes
on.
•
The post-flow remains.
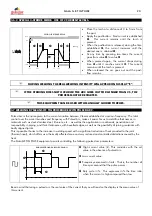
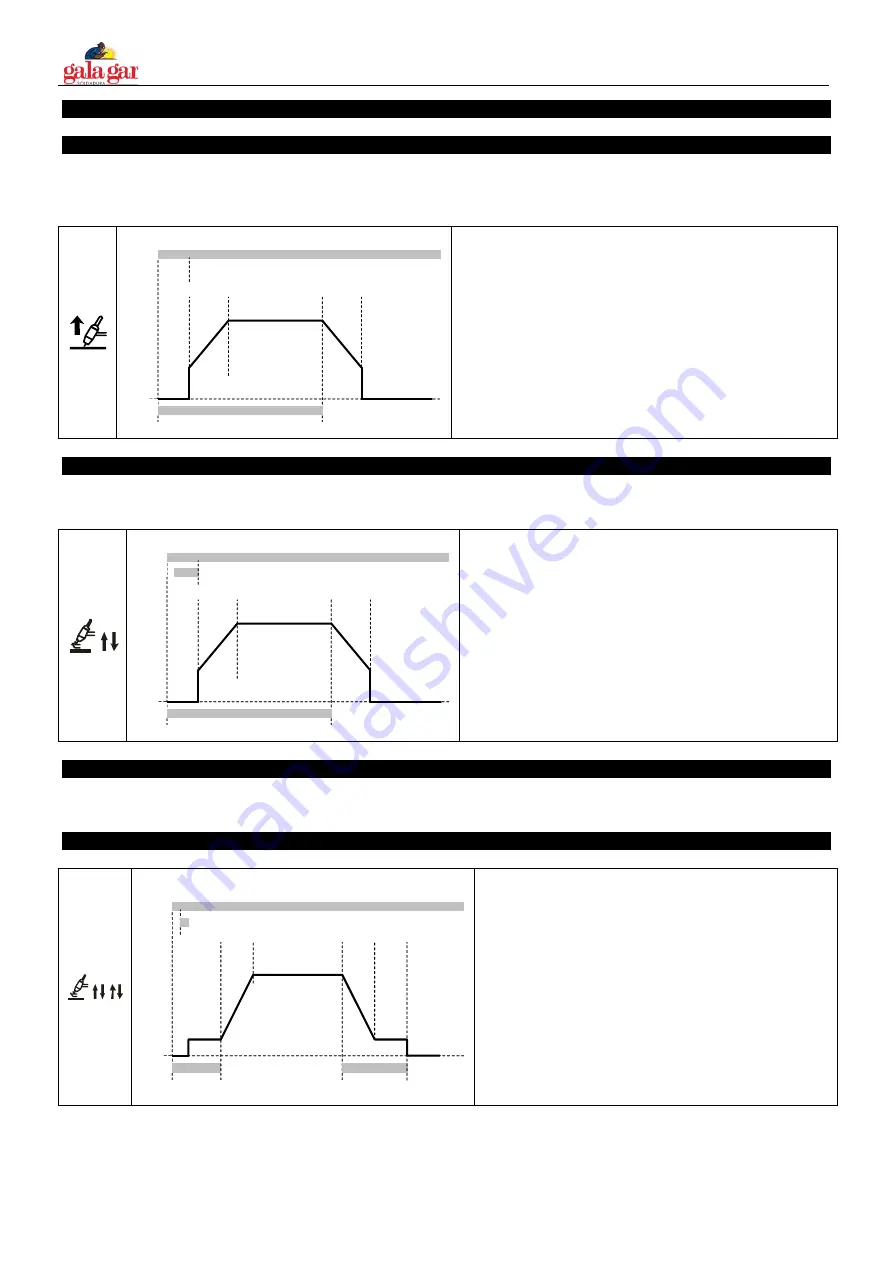
3.6 WELDING BY TIG PROCEDURE. 4 STROKE MODE.
In both modalities the striking is carried out by high frequency.
3.6.1 STANDARD 4-STROKE MODE
GAS
1T
↓
Torch
MODO 4T HF
3T
↓
2T
↑
4T
↑
HF
Post g
•
Place the torch at a distance of 3 to 5 mm from
the part.
•
Apply the pushbutton. Start current is established
. This current remains until the torch is
pressed.
•
When the pushbutton is released, during the time
established
, the current increases until the
desired one is attained .
•
When pressed again, the current drops during
time until it reaches current . This current
remains until the torch is pressed.
•
When released the arc goes out and the post-
flow remains.







































































