












GALA 2000 G.E. TIG PULSE
34
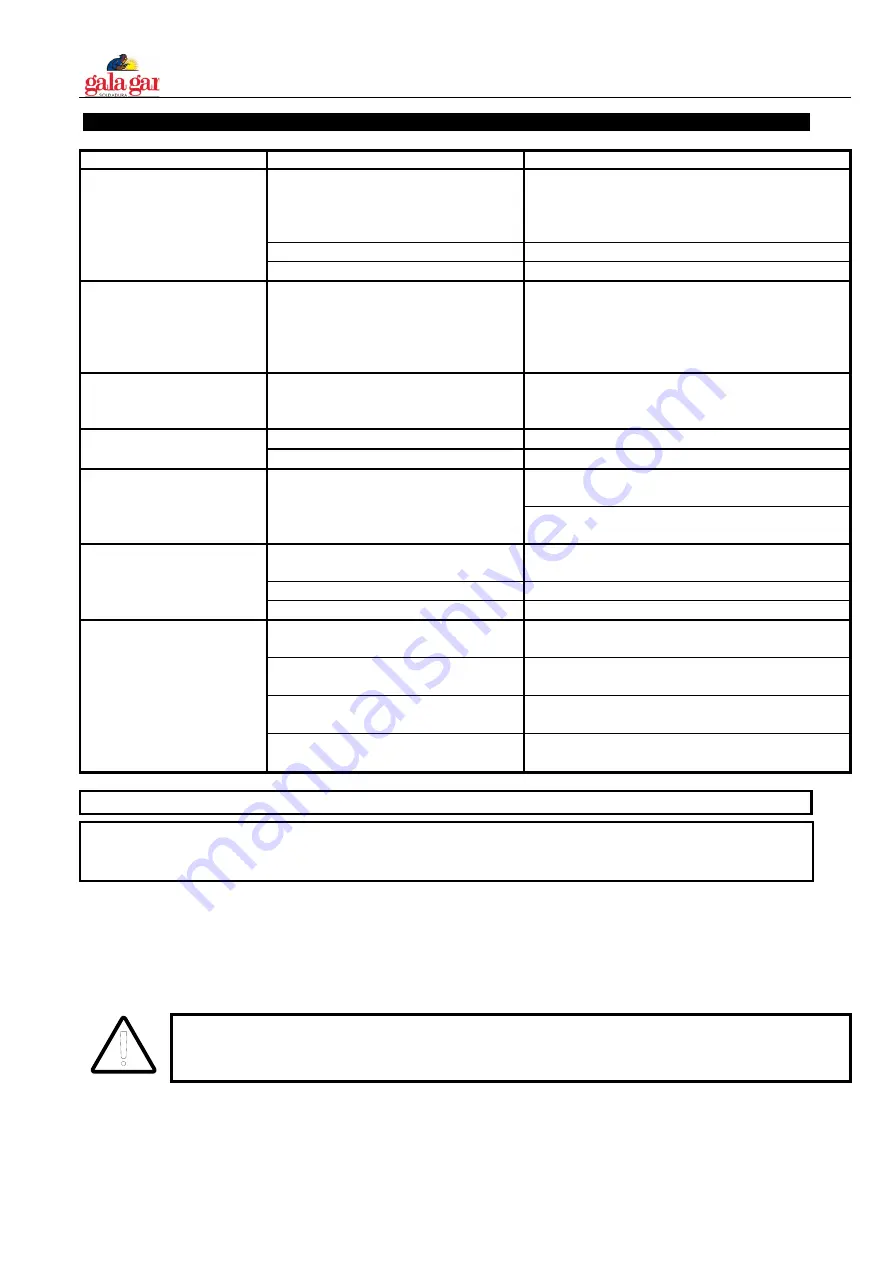
5. ANOMALIES. CAUSES PROBABLES. SOLUTIONS POSSIBLES.
SYMPTÔMES. ANOMALIES
CAUSE PROBABLE.
SOLUTION POSSIBLE
Pas de tension sur les composants de
la machine.
Vérifier la tension à l’entrée de la machine ;
s’il n’y a pas de tension, il faut changer la prise
ou réparer le câble d’alimentation. Vérifier si un
magnétothermique n’a pas «sauté ».
Mauvaise tension d’alimentation.
Vérifier la tension d’alimentation.
PROBLEME GÉNÉRAL
RIEN NE FONCTIONNE
Interrupteur ON/OFF en panne.
Remplacer l’interrupteur ON/OFF.
DÉCLENCHEMENT DU
LIMITEUR.
Calibre de l’interrupteur
magnétothermique trop bas.
Possibilité d’un court-circuit qui peut
être à l’origine du déclenchement du
limiteur.
Changer le magnétothermique par un autre
avec un plus grand calibre. Si l’installation
électrique a une puissance limitée, il faut tester
la réalisation des opérations de soudage à des
niveaux de courant plus bas.
L’ÉQUIPEMENT S’ALLUME
ET S’ÉTEINT
Surtensions dans le secteur ou
groupe électrogène
Vérifier le réglage du groupe électrogène.
Vérifier la tension de secteur et l’état des
branchements.
Structure métallique lâche.
Vérifier et revisser la carcasse.
L’ÉQUIPEMENT FAIT DU
"BRUIT"
Ventilateur abîmé ou mal fixé.
Réviser le ventilateur.
Équipement surchauffé. Attendre que
l’équipement se refroidisse.
MÊME AVEC
L’INDICATEUR VERT
ALLUMÉ, L’ÉQUIPEMENT
NE SOUDE PAS
Système de protection actif. Voyant
orange éclairé.
Tension d’alimentation hors de la marge
nominale. Changer la prise d’alimentation.
Intensité de soudage excessive pour
l’une des électrodes
Diminuer le courant de soudage ou changer
l’électrode par une de plus grand diamètre.
Utilisation de polarité inverse.
Brancher l’électrode au pôle négatif.
L’ÉLECTRODE SE BRÛLE
AVEC LE SOUDAGE TIG
Il manque du gaz protecteur
Régler correctement le débit.
L’équipement est situé de telle sorte
qu’il empêche une bonne ventilation.
Situer l’équipement dans une zone aérée.
Le ventilateur ne se met pas en
marche.
Remplacer le ventilateur.
L’équipement est situé dans une
ambiance très chaude.
Éviter un emplacement exposé directement au
soleil.
CHAUFFE ANORMALE DE
L’ÉQUIPEMENT.
LA PROTECTION
THERMIQUE AGIT
RAPIDEMENT.
Il y a un branchement intérieur
détaché.
Réviser les branchements électriques de
puissance.
L’INTERVENTION SUR L’ÉQUIPEMENT DOIT ÊTRE RÉALISÉE PAR UN PERSONNEL SPÉCIALISÉ.
AUSSI BIEN AU DÉBUT QU’À LA FIN DE LA RÉPARATION VÉRIFIER LES NIVEAUX D’ISOLATION DE
L’ÉQUIPEMENT. DÉBRANCHER LES PLAQUES ÉLECTRONIQUES LORS DE LA MESURE DE L’ISOLATION.
NETTOYER À L’AIR COMPRIMÉ L’INTÉRIEUR DE L’ÉQUIPEMENT.
L’appareil de mesure d’isolation sera d’une tension de 500 V D.C. et il sera appliqué aux points suivants du
circuit :
- Alimentation - Terre: Ra > 50 Mohms.
- Soudage - Terre : Ra > 50 Mohms.
- Alimentation - Soudage : Ra > 50 Mohms.
AVANT D’ALLUMER L’ÉQUIPEMENT, VÉRIFIER QU’IL EST À VIDE.
NE PAS ACTIONNER L’INTERRUPTEUR ON/OFF AVEC UNE CHARGE ÉLECTRIQUE
ACCOUPLÉE AUX CONNECTEURS DE SOUDAGE.







































































