



















GALA G.E. TIG PULSE
8
3.5 SOLDADURA MEDIANTE PROCEDIMIENTO TIG. MODO 2 TIEMPOS.
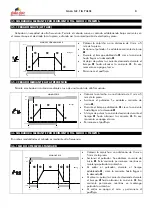
3.5.1 CEBADO SUAVE (LIFT ARC)
Cebado sin necesidad de alta frecuencia. Permite el cebado suave a contacto estableciendo bajas corrientes en
el momento que el electrodo toca la pieza, evitando así la contaminación de electrodo y pieza.
GAS
1T
↓
2T
↑
Torch
MODO 2T CEBADO SUAVE
Post gas
•
Colocar la antorcha a una distancia de 3 mm a 5
mm de la pieza.
•
Accionar el pulsador. Se establece corriente de inicio
.
•
Durante el tiempo establecido , crece la corriente
hasta llegar a la deseada .
•
Al dejar de pulsar la corriente desciende durante el
tiempo hasta alcanzar la corriente . En ese
momento se apaga el arco.
•
Permanece el postflujo.
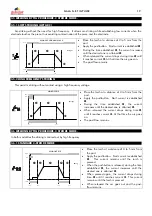
3.5.2 CEBADO MEDIANTE ALTA FRECUENCIA
Permite el cebado sin contacto mediante el uso de una tensión de alta frecuencia.
GAS
1T
↓
2T
↑
Torch
MODO 2T HF
HF
Post gas
•
Colocar la antorcha a una distancia de 3 mm a 5
mm de la pieza.
•
Accionar el pulsador. Se establece corriente de
inicio .
•
Durante el tiempo establecido , crece la corriente
hasta llegar a la deseada .
•
Al dejar de pulsar la corriente desciende durante el
tiempo hasta alcanzar la corriente . En ese
momento se apaga el arco.
•
Permanece el postflujo.
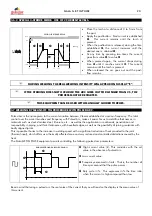
3.6 SOLDADURA MEDIANTE PROCEDIMIENTO TIG. MODO 4 TIEMPOS.
En ambas modalidades el cebado es mediante alta frecuencia.
3.6.1 MODO 4 TIEMPOS STANDARD
GAS
1T
↓
Torch
MODO 4T HF
3T
↓
2T
↑
4T
↑
HF
Post g
•
Colocar la antorcha a una distancia de 3 mm a
5 mm de la pieza.
•
Accionar el pulsador. Se establece corriente de
inicio . Esta corriente permanece mientras se
mantenga pulsada la antorcha.
•
Al soltar el pulsador, durante el tiempo
establecido , crece la corriente hasta llegar a
la deseada .
•
Al volver a pulsar la corriente desciende durante
el tiempo hasta alcanzar la corriente . Esa
corriente permanece mientras se mantenga
pulsada la antorcha.
•
Al soltar se apaga el arco y permanece el
postflujo.







































































