




















GALA G.E. TIG PULSE
9
3.6.2 MODO 4 TIEMPOS ESPECIAL. USO DE 2 NIVELES DE CORRIENTE
GAS
1T
↓
Torch
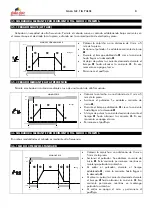
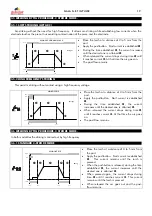
MODO 4T HF ESPECIAL
3T
↓
2T
↑
4T
↑
HF
Post g
↓↑
↓↑
•
Colocar la antorcha a una distancia de 3 mm a
5 mm de la pieza.
•
Accionar el pulsador. Se establece corriente de
inicio . Esta corriente permanece mientras se
mantenga pulsada la antorcha.
•
Al soltar el pulsador, durante el tiempo
establecido , crece la corriente hasta llegar a
la deseada .
•
En cualquier momento mediante una doble
pulsación la corriente pasa del valor al valor
.
•
Al volver a pulsar la corriente desciende durante
el tiempo hasta alcanzar la corriente . Esa
corriente permanece mientras se mantenga
pulsada la antorcha.
•
Al soltar se apaga el arco y permanece el
postflujo.
DURANTE LA SOLDADURA EN EL DISPLAY “E” APARECERÁ LA INTENSIDAD REAL DE SOLDADURA.
SI NO SE PRODUCE EL CEBADO O SE EXTINGUE EL ARCO DURANTE UN TIEMPO SUPERIOR A 2 S,
DEBE REINICIARSE EL PROCESO.
ESTE EQUIPO PUEDE USARSE CON ANTORCHAS GUIADAS MANUALMENTE.
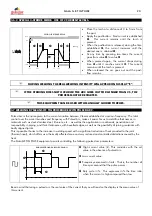
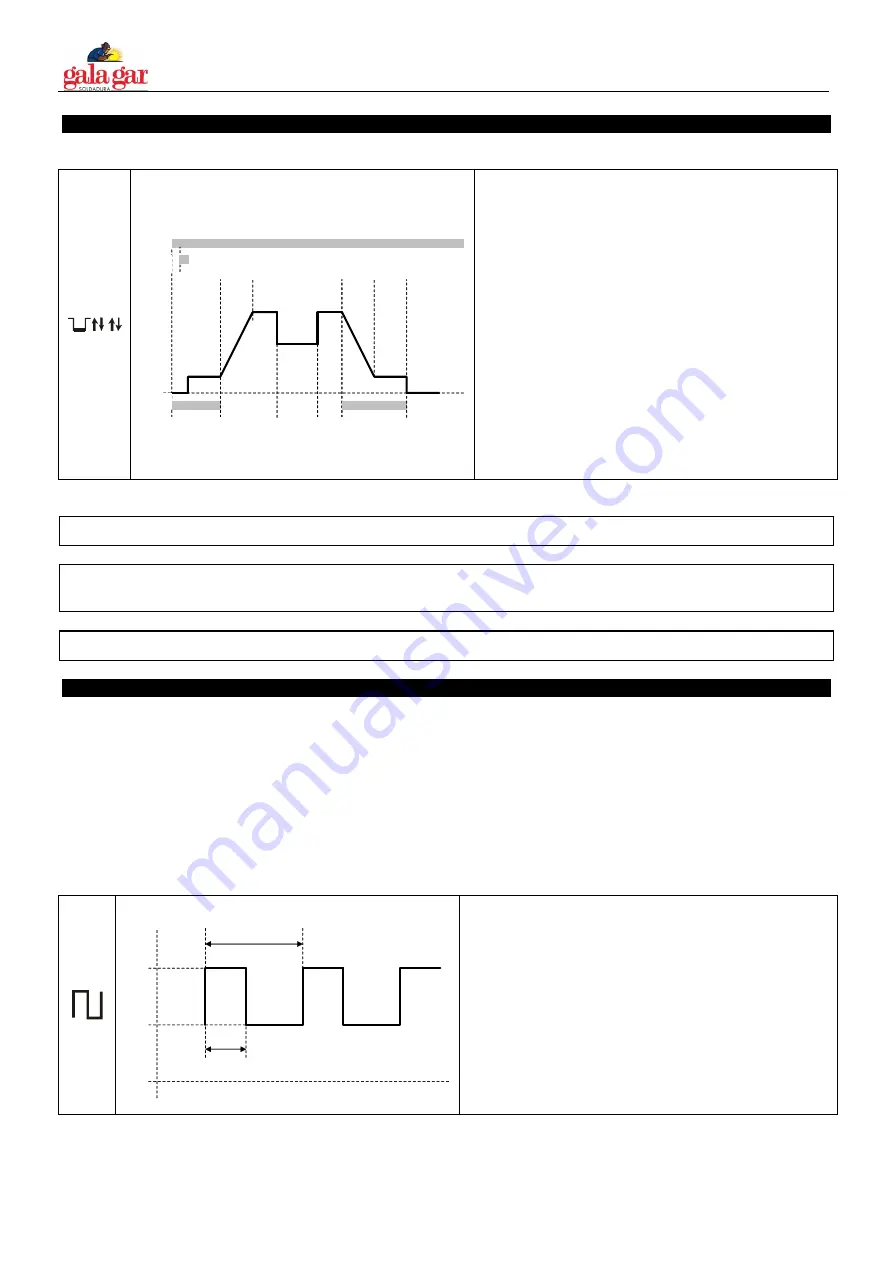
3.7 SOLDADURA MEDIANTE PROCEDIMIENTO TIG CON ARCO PULSADO.
Se denomina Arco Pulsado a la variación de corriente entre 2 niveles establecidos a una determinada frecuencia. El
control total sobre la frecuencia e intensidades de trabajo con Arco Pulsado, nos facilita la soldadura de espesores
finos, en materiales, como el Acero, Acero Inoxidable, Titanio, etc., así como la aplicación en cordones de Raíz,
penetración y de responsabilidad en tuberías, y espesores gruesos, con bordes chaflanados, así como la posibilidad
de unir materiales con juntas mal alineadas.
Esto es posible al aumento de la velocidad de soldadura con una significativa reducción del calor aportado a la
unión (Input Térmico) lo que nos ofrece una ZAT (zona afectada térmicamente) y unas deformaciones provocadas
por el calor, muy reducidas y controladas.
Los equipos Gala GE TIG PULSE permiten el control de los siguientes parámetros de arco pulsado:
PARAMETROS DE ARCO PULSADO
Valor de corriente alta (I
2
).Coincide con el valor
consignado en ausencia de arco pulsado.
Valor de corriente baja.
Frecuencia expresada en Herzios. Es decir, el
número de veces por segundo que se produce el
pulso.
Ciclo de servicio (duty cycle) en %. Expresa en % la
relación de tiempo en que la corriente es alta frente
a baja.
Tenga en cuenta que usando arco pulsado el valor de real de la corriente que leerá en el display, es el valor medio de
dicha corriente.







































































