


























SMART 200 MP
12
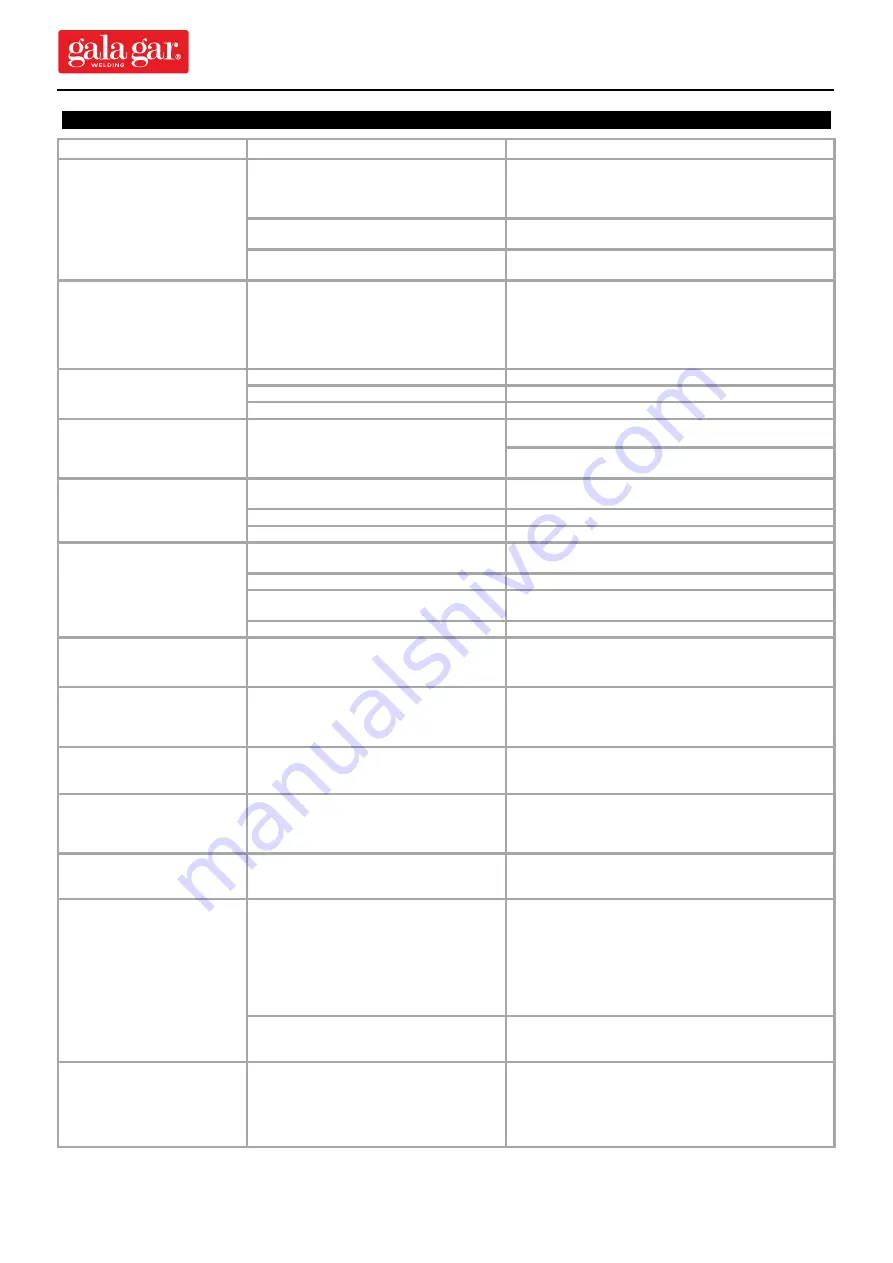
5. ANOMALÍAS. CAUSAS PROBABLES. SOLUCIONES POSIBLES.
SÍNTOMA. ANOMALÍA
CAUSA PROBABLE.
SOLUCIÓN POSIBLE.
PROBLEMA GENERAL.
NO FUNCIONA NADA.
1.Observa r que la tensión en la entra da de la má quina
existe; de no ser a sí ha y que proceder a ca mbiar la toma . Es
conveniente observa r si ha y a lgún ma gnetotérmico
"sa lta do".
La má quina ca rece de tensión en a lguno o
todos sus elementos vita les.
2.Comproba r los fusibles de la fuente de potencia situa dos
en el pa nel centra l. (Ver hoja de Repuestos)
3.Deben desmonta rse los pa neles de la má quina testea ndo
los puntos del esquema eléctrico lógicos pa ra el ca so.
SALTA LIMITADOR.
Ca libre del interruptor ma gnetotérmico
ba jo pa ra el ca so. Puede existir un cortocircuito
que es el que provoca que dispa re el limita dor.
Ca mbie el ma gnetotérmico por otro de ma yor ca libre. Es
importa nte que el interruptor ma gnetotérmico sea de una
curva ca ra cterística tipo lenta . En el ca so de que la
insta lación eléctrica sea de potencia limita da debe proba r la
rea liza ción del tra ba jo de solda dura a niveles de corriente
má s ba jos.
EL EQUIPO HACE "RUIDO"
Ca rca sa metá lica suelta .
Revisa r y a tornillar la ca rca sa .
Conexiones eléctrica s defectuosa s.
Apreta r correcta mente las conexiones.
Ventilador da ña do o ma l sujeta do.
Revisa r ventilador.
CON INDICADOR VERDE LD1
ENCENDIDO EL EQUIPO NO
SUELDA
Sistema de protección a ctivo. Piloto á mba r
"LD2" ilumina do.
Equipo sobreca lenta do, espere a que el equipo se enfríe.
Tensión de a limenta ción fuera del ma rgen nomina l. Ca mbie
de toma de a limenta ción.
SE QUEMA EL ELECTRODO EN
SOLDADURA TIG
Intensida d de solda dura excesiva pa ra un
determina do electrodo.
Disminuir corriente de solda dura o ca mbiar el electrodo por
uno de ma yor diámetro.
Utiliza ción de polarida d inversa .
Coloca r el electrodo a l polo nega tivo.
Fa lta de ga s de protección.
Regular a un ca uda l a decua do.
EXISTE UN CALENTAMIENTO
ANORMAL EN EL EQUIPO.
LA PROTECCIÓN TÉRMICA
ACTÚA RÁPIDAMENTE
El equipo esta situa do de ta l forma que se
impide una correcta ventilación.
Sitúe el equipo en una zona donde exista renova ción de
a ire.
El ventilador no a ctúa .
Reemplaza r ventilador.
El equipo esta situa do en un a mbiente muy
cá lido.
Evite un emplaza miento en donde la exposición a l sol sea
directa .
Existe interiormente una conexión floja.
Revisa r conexiones eléctrica s de potencia.
MÁQUINA CONECTADA Y
CON LD1 ILUMINADO, AL
PULSAR NO REACCIONA
Fa llo del interruptor de la pistola que no
rea liza perfecta mente el conta cto.
Ca mbiar microinterruptor de la pistola.
AL PULSAR LA PISTOLA, SI
BIEN SALE HILO, NO EXISTE
POTENCIA O/Y NO FLUYE
GAS DE PROTECCIÓN
Fa llo eléctrico o fa llo en la electrová lvula.
Debe determina rse si el fa llo proviene de las placa s
electrónica s o bien es un fa llo de conexión eléctrica .
Compruebe que la bobina s de la electrová lvula no este
a bierta s.
AL DEJAR DE PULSAR, EL GAS
DE PROTECCIÓN SIGUE
FLUYENDO.
Existe una impureza en la cá ma ra interior de la
electrová lvula que impide que el émbolo de
ésta cierre completa mente.
Desmonte y limpie la electrová lvula.
AL FINALIZAR DE SOLDAR EL
HILO QUEDA PEGADO AL
TUBO DE CONTACTO DE LA
ANTORCHA
Se esta solda ndo con la tobera muy próxima a
la pieza a solda r
Corrija la dista ncia a la pieza de solda dura
AL FINALIZAR DE SOLDAR LA
LONGITUD FINAL DE HILO ES
MUY ELEVADA
Se retira la a ntorcha de forma inmediata a l
dejar de oprimir el pulsa dor de la a ntorcha .
El sistema de control de longitud fina l de hilo exige que no
se retire de forma inmediata la a ntorcha de solda dura a l
dejar de oprimir el pulsa dor de la a ntorcha .
EL EQUIPO NO SUELDA
CORRECTAMENTE.
“REGULA MAL”
Tensión efectiva de solda dura ba ja. Onda de
sa lida no correcta .
Comproba r que no existe un fa llo de fa se en la tensión de
a limenta ción.
Comproba r que los elementos eléctricos de conta cto del
circuito de solda dura son correctos: Ma sa de solda dura ,
superficies oxida da s o muy sucias. tobera de conta cto de
diámetro superior a l del hilo...etc.
Testea r el esquema eléctrico de la fuente de potencia.
Tensiones de entra da y sa lida a l rectifica dor.
El hilo de solda dura tiene una resistencia
mecá nica en su sa lida que impide que
ma ntenga una velocida d uniforme.
Exa mine la pistola de solda dura . Sople el interior de esta
(sirga ) con a ire comprimido.
EN EL PROCESO DE
SOLDADURA EXISTEN
MUCHAS PROYECCIONES.
Ga s de protección no a decua do.
En la solda dura de los a ceros norma les a consejamos la
utiliza ción de un ga s mezcla Ar-CO2.







































































