






















SMART 200 TIG PULSE
11
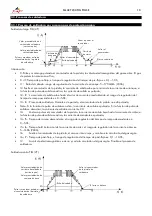
Introducción:
•
0:
Pulse y mantenga pulsado el conmutador de la pistola, la válvula electromagnética del gas se abre.
El gas de protección comienza a fluir;
•
0
~
t1
:
Tiempo de pre-flujo, el rango de regulación del tiempo de pre-flujo es: 0,1~1.0S;
•
t1
~
t2: Éxito del cebado, la corriente de salida sube hasta la corriente preestablecida de corriente mínima
(5A); si la función de pulso de salida se activa, la corriente ascendente es pulsada;
•
t2
~
t3: Durante todo el proceso de soldadura, el conmutador de la pistola está pulsado y se mantiene sin
soltarlo;
•
Nota: Si la función de pulso de salida se activa, la corriente de salida es pulsada. Si la función de pulso de
salida se desactiva, la corriente de salida es corriente CC.
•
t3:
Suelte el conmutador de la pistola, la corriente de salida desciende; si la función de pulso de salida
se activa, la corriente descendente es pulsada;
•
t3
~
t4: La corriente de salida desciende hasta la corriente mínima (5A), el arco se interrumpe; el rango de
regulación del tiempo de rampa descendentes es: 0~5.0S;
•
t4
~
t5: Tiempo de post-flujo, el rango de regulación del tiempo de post-flujo es: 0,1
~
10.0S;
•
t5:
La válvula electromagnética se cierra y corta la circulación del gas argón. Finaliza el proceso de
soldadura.
El paso del proceso de cebado suave:
1. Roce el electrodo de tungsteno con la pieza a soldar.
2. Pulse el conmutador de la pistola de soldadura.
3. Levante la pistola de soldadura y excite el arco.
Función de protección de salida:
En modo MMA, la tensión en vacío es 50V; al inicio de la soldadura, la tensión de salida subirá inmediatamente
hasta la tensión de soldadura. Cuando finaliza la soldadura, la tensión de salida cae hasta los 20V.
Función de almacenamiento de parámetros:
Se guardarán todos los parámetros preestablecidos.
Función de protección contra cortocircuitos:
•
TIG_LIFT 4T ó 2T: Si al soldar el electrodo de tungsteno entra en contacto con la pieza de trabajo, la
corriente caerá a 20A, lo que puede reducir considerablemente la degradación del tungsteno, prolongar la
vida útil del electrodo de tungsteno, y evitar los fragmentos de tungsteno.
•
TIG_HF 4T ó 2T: Si al soldar el electrodo de tungsteno entra en contacto con la pieza de trabajo, la corriente
caerá a 0A en tan solo 1 segundo, lo que puede reducir considerablemente la degradación del tungsteno,
prolongar la vida útil del electrodo de tungsteno, y evitar los fragmentos de tungsteno.
•
MMA: Si el electrodo entra en contacto con la pieza a soldar durante unos dos segundos, la corriente de
soldadura caerá automáticamente a 0A para proteger el electrodo.
Función de gas inerte de protección para purificar la atmósfera de soldadura automáticamente:
Cuando se trabaja en modo TIG, al encender la máquina de soldar la válvula del gas se abre y el gas de protección
fluye y se mantiene durante 10 segundos. Elimine el aire y purifique el gas de protección de la manguera.
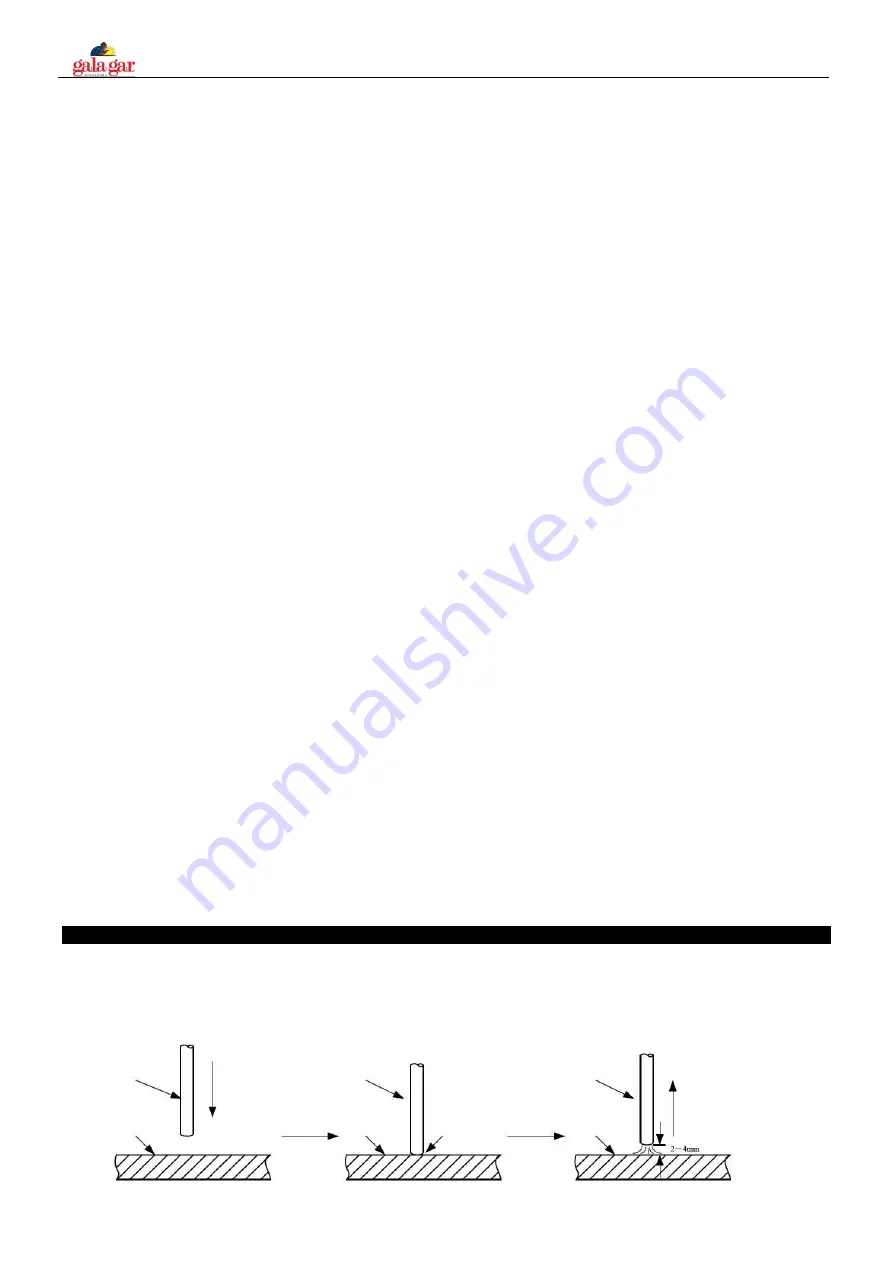
3.3.2 Modo de cebado para MMA
Arco por golpeo: ponga el electrodo en posición vertical para entrar en contacto con la pieza a soldar, después
de generar el cortocircuito, súbalo rápidamente unos 2-4 mm aprox., y el arco se excitará. Este método es
difícil de dominar. No obstante, en la soldadura del acero frágil o duro, es mejor utilizar el modo de golpeo.
Lifting arc -
Cebado
suave: deje
Vertical
Pieza de trabajo
Electrodo
Electrodo
Electrodo
Pieza de trabajo
Pieza de trabajo
Tocar
Subir
Electrodo el posición vertical
El electrodo toca la pieza de trabajo
Subirlo unos 2-4 mm







































































