





























39/86
Gala Gar, S.L. c/ Jaime Ferrán, 19 (Políg. Cogullada) | Tel.: (+34) 976 47 34 10 - 50014 ZARAGOZA |
SMART 210 TIG PULSE
At this time, the voltage indicator illuminates, and welding can be carried out. (customized)
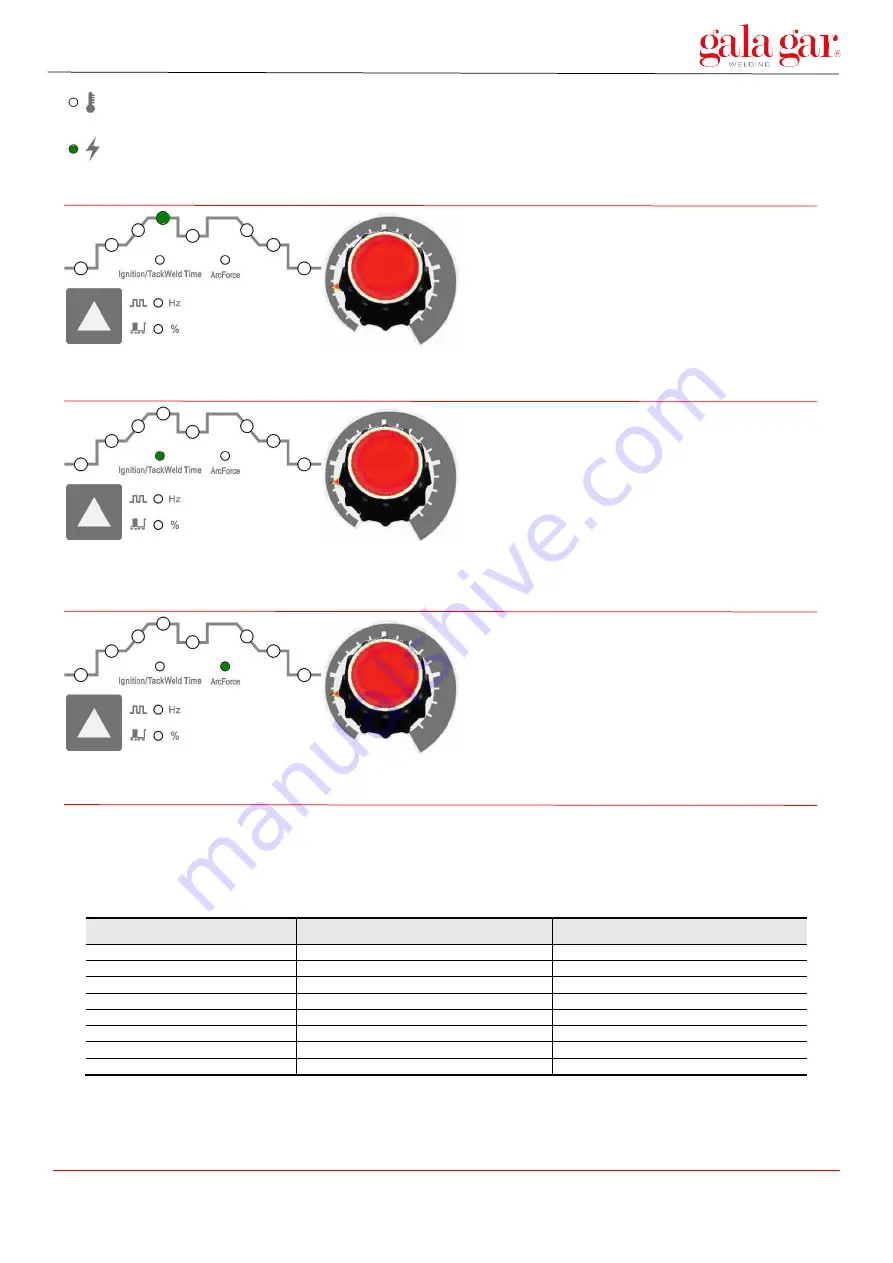
Select welding current setting function by pressing the welding parameter selecting key, and welding current in MMA
can be set. Besides, welding current setting can be carried out during welding.
Select arc ignition time setting function (This function changes into spot welding time setting function in TIG spot
welding mode.) by pressing the welding parameter selecting key, and arc ignition time in MMA can be set. Besides,
arc ignition time setting can be carried out during welding.
Select arc force current setting function by pressing the welding parameter selecting key, and arc force current in
MMA can be set. Besides, arc force current setting can be carried out during welding.
If the secondary cables (welding cable and earth cable) are long, select cable with larger cross-section to reduce the
voltage drop.
Preset the welding current according to the type and size of the electrode, clip the electrode and then welding can be
carried out by short circuit arc ignition. For welding parameters, please refer to the below table.
Welding parameters table (for reference only)
Electrode Diameter (mm)
Recommended Welding Current (A)
Recommended Welding Voltage (V)
1.0
20~60
20.8~22.4
1.6
44~84
21.76~23.36
2.0
60~100
22.4~24.0
2.5
80~120
23.2~24.8
3.2
108~148
23.32~24.92
4.0
140~180
24.6~27.2
5.0
180~220
27.2~28.8
6.0
220~260
28.8~30.4







































































