





























SMART 400 MMA
15
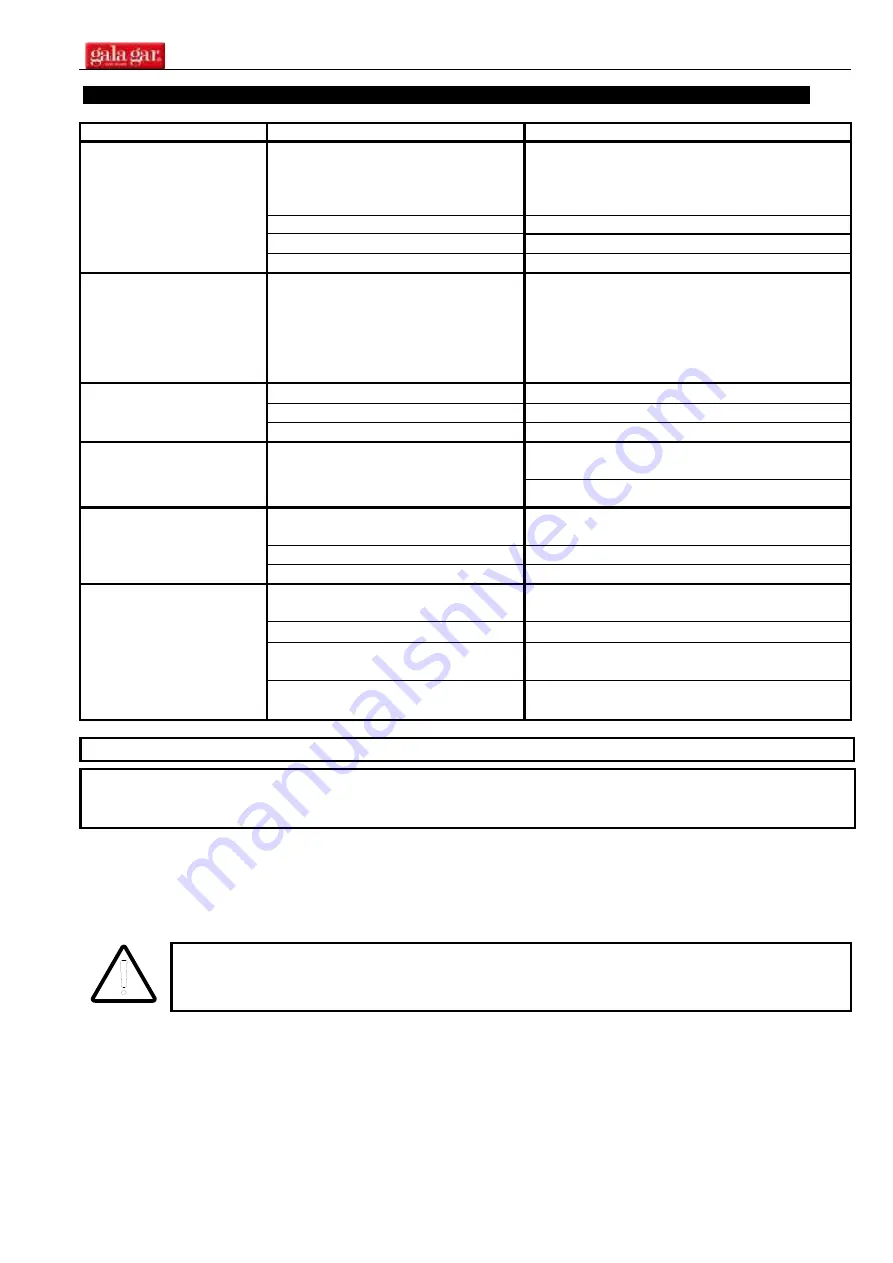
5. ANOMALIES. PROBABLE CAUSES. POSSIBLE SOLUTIONS.
SYMPTOM. ANOMALY.
PROBABLE CAUSE.
POSSIBLE SOLUTION.
GENERAL PROBLEM.
NOTHING WORKS.
The machine has no voltage in one or
all its vital elements.
Make sure there is voltage at the entry to the
machine, if not the tapping must be changed or
the supply hose repaired. It is advisable to see if
any magnetothermal has "blown".
Incorrect supply voltage.
Check supply voltage.
ON/OFF switch faulty.
Replace ON/OFF switch.
Front panel connector weak or loose. Fit correctly the front panel connector.
LIMITER TRIPS
Magnetothermal switch has low
gauge for the case. There may be a
short circuit, which is what causes the
limiter to trip.
Change the magnetothermal for another
larger gauge one. It is important for the
magnetothermal switch to have a characteristic
slow type curve. In the event that the electrical
installation has limited power the welding work
must be tested at lower current levels.
IT CAUSES NOISE
Loose metal casing.
Review and screw casing.
Defective electrical connections.
Correctly tighten the connections.
Damaged or poorly attached fan.
Examine the fan.
IF THE GREEN INDICATOR
IS ON THE APPLIANCE
DOES NOT WELD
Active protection system. Mark 7
Over-current light illuminated.
Equipment overheated, wait until the equipment
cools down.
Possible fault in power circuit.
THE ELECTRODE BURNS
IN TIG WELDING
Excessive welding intensity for a
certain electrode.
Decrease welding current or change electrode
for one with larger diameter.
Use of reverse polarity.
Place electrode to negative pole.
Lack of protection gas.
Regulate at an appropriate flow.
THE EQUIPMENT HEATS
UP ABNORMALLY.
THE THERMAL
PROTECTION ACTIVATES
QUICKLY.
The equipment is positioned so that it
prevents correct ventilation.
Place the equipment in an area where the air is
constantly replaced.
The fan does not work.
Replace the fan.
The equipment is located in a very hot
environment.
Avoid positioning where there is direct exposure
to the sun.
There is a loose connection inside the
equipment.
Review the power electrical connections.
SPECIALIZED PERSONNEL MUST CARRY OUT ANY WORK ON THE EQUIPMENT.
BOTH AT THE BEGINNING AND END OF A REPAIR CHECK THE EQUIPMENT INSULATION LEVELS.
DISCONNECT THE ELECTRONIC BOARDS WHEN MEASURING THE INSULATION.
BLOW THE INSIDE OF THE EQUIPMENT WITH COMPRESSED AIR.
The insulation-measuring device will have 500 V D.C. and will be applied to the following points of the circuit:
- Supply-Earth: Ra > 50 Mohms.
- Welding-Earth: Ra > 50 Mohms.
- Supply-Welding: Ra > 50 Mohms.
BEFORE TURNING THE EQUIPMENT ON, ENSURE THAT IT IS OFF LOAD.
DO NOT OPERATE THE ON/OFF SWITCH WITH AN ELECTRICAL LOAD
CONNECTED TO THE WELDING CONNECTORS.







































































