






















SMART 400 MMA
8
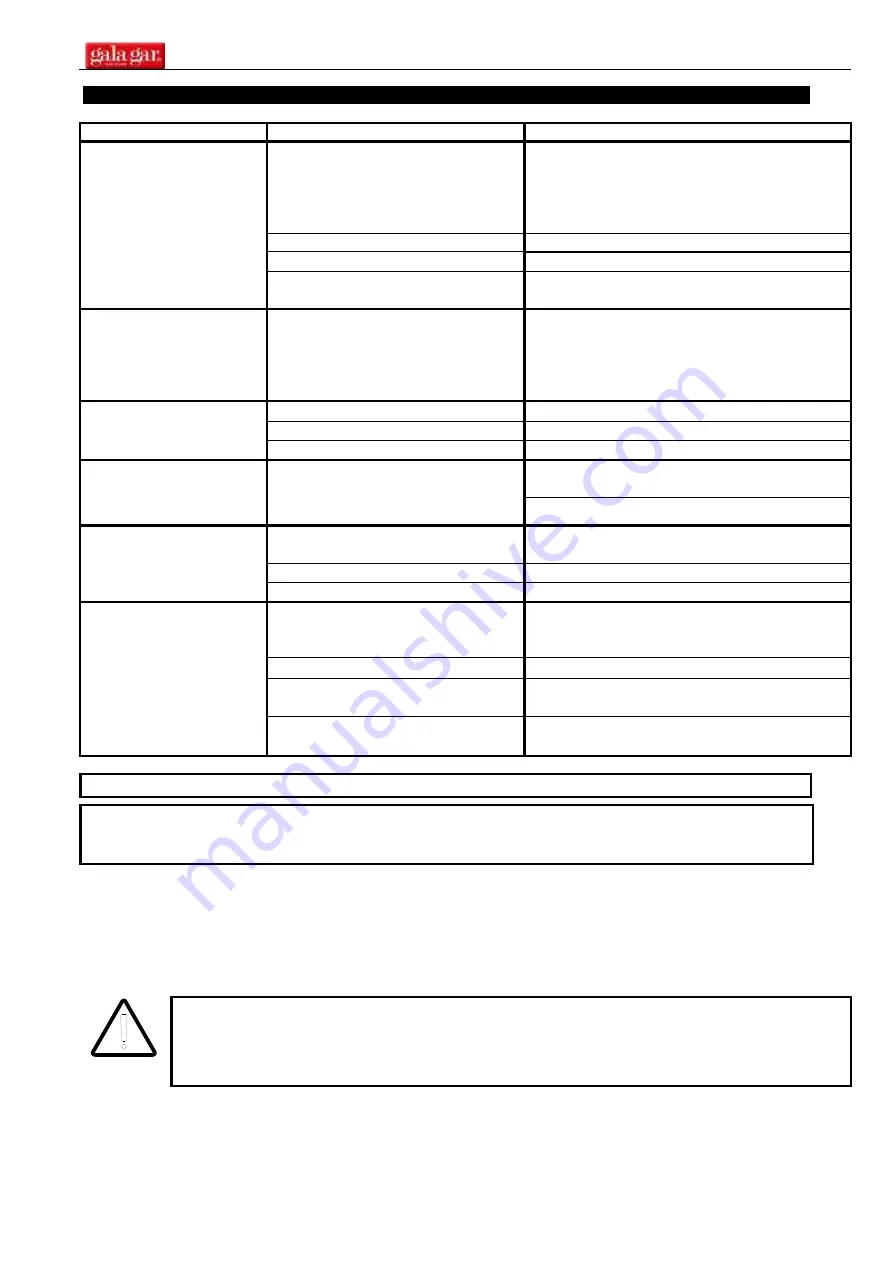
5. ANOMALÍAS. CAUSAS PROBABLES. SOLUCIONES POSIBLES.
SÍNTOMA. ANOMALÍA
CAUSA PROBABLE.
SOLUCIÓN POSIBLE.
PROBLEMA GENERAL.
NO FUNCIONA NADA.
La máquina carece de tensión en
alguno o todos sus elementos vitales.
Observar que la tensión en la entrada de la
máquina existe; de no ser así, hay que proceder
a cambiar la toma o reparar la manguera de
alimentación. Es conveniente observar si hay
algún magnetotérmico "saltado".
Tensión de alimentación incorrecta.
Compruebe tensión de alimentación.
Interruptor ON/OFF averiado.
Reemplazar interruptor ON/OFF.
Conector placa frontal flojo o suelto. Colocar correctamente conector de placa
frontal.
SALTA LIMITADOR.
Calibre del interruptor magneto-
térmico bajo para el caso. Puede
existir un cortocircuito que es el que
provoca que dispare el limitador.
Cambie el magnetotérmico por otro de mayor
calibre. En el caso de que la instalación eléctrica
sea de potencia limitada debe probar la
realización del trabajo de soldadura a niveles
de corriente más bajos.
EL EQUIPO HACE
"RUIDO"
Carcasa metálica suelta.
Revisar y atornillar la carcasa.
Conexiones eléctricas defectuosas.
Apretar correctamente las conexiones.
Ventilador dañado o mal sujetado.
Revisar ventilador.
SI BIEN EL EQUIPO
ESTA ENCENDIDO EL
EQUIPO NO SUELDA
Sistema de protección activo. Marca
7 Piloto de sobrecorriente iluminado.
Equipo sobrecalentado, espere a que el equipo
se enfríe.
Posible avería en circuito de potencia.
SE QUEMA EL
ELECTRODO EN
SOLDADURA TIG
Intensidad de soldadura excesiva
para un determinado electrodo.
Disminuir corriente de soldadura o cambiar el
electrodo por uno de mayor diámetro.
Utilización de polaridad inversa.
Colocar el electrodo al polo negativo.
Falta de gas de protección.
Regular a un caudal adecuado.
EXISTE UN
CALENTAMIENTO
ANORMAL EN EL
EQUIPO.
LA PROTECCIÓN
TÉRMICA ACTÚA
RÁPIDAMENTE
El equipo esta situado de tal forma
que se impide una correcta
ventilación.
Sitúe el equipo en una zona donde exista
renovación de aire.
El ventilador no actúa.
Reemplazar ventilador.
El equipo esta situado en un
ambiente muy cálido.
Evite un emplazamiento en donde la exposición
al sol sea directa.
Existe interiormente una conexión
floja.
Revisar conexiones eléctricas de potencia.
LA INTERVENCIÓN SOBRE EL EQUIPO DEBE REALIZARLA PERSONAL ESPECIALIZADO.
TANTO AL COMIENZO COMO AL FINAL DE UNA REPARACIÓN COMPRUEBE LOS NIVELES DE
AISLAMIENTO DEL EQUIPO. DESCONECTE LAS PLACAS ELECTRÓNICAS AL MEDIR EL AISLAMIENTO.
SOPLE CON AIRE COMPRIMIDO EL INTERIOR DEL EQUIPO.
El medidor de aislamiento será de una tensión de 500 V C.C. y será aplicado en los siguientes puntos del
circuito:
- Alimentación - Tierra: Ra > 50 Mohms.
- Soldadura - Tierra: Ra > 50 Mohms.
- Alimentación - Soldadura: Ra > 50 Mohms.
ANTES DE ENCENDER EL EQUIPO COMPRUEBE QUE ESTE SE ENCUENTRA EN
VACIÓ.
NO ACCIONE EL INTERRUPTOR ON/OFF CON CARGA ELÉCTRICA ACOPLADA
A LOS CONECTORES DE SOLDADURA.







































































