


























SMART PRO 5.0 Pág. 15
4.5 De
4.5 De
4.5 De
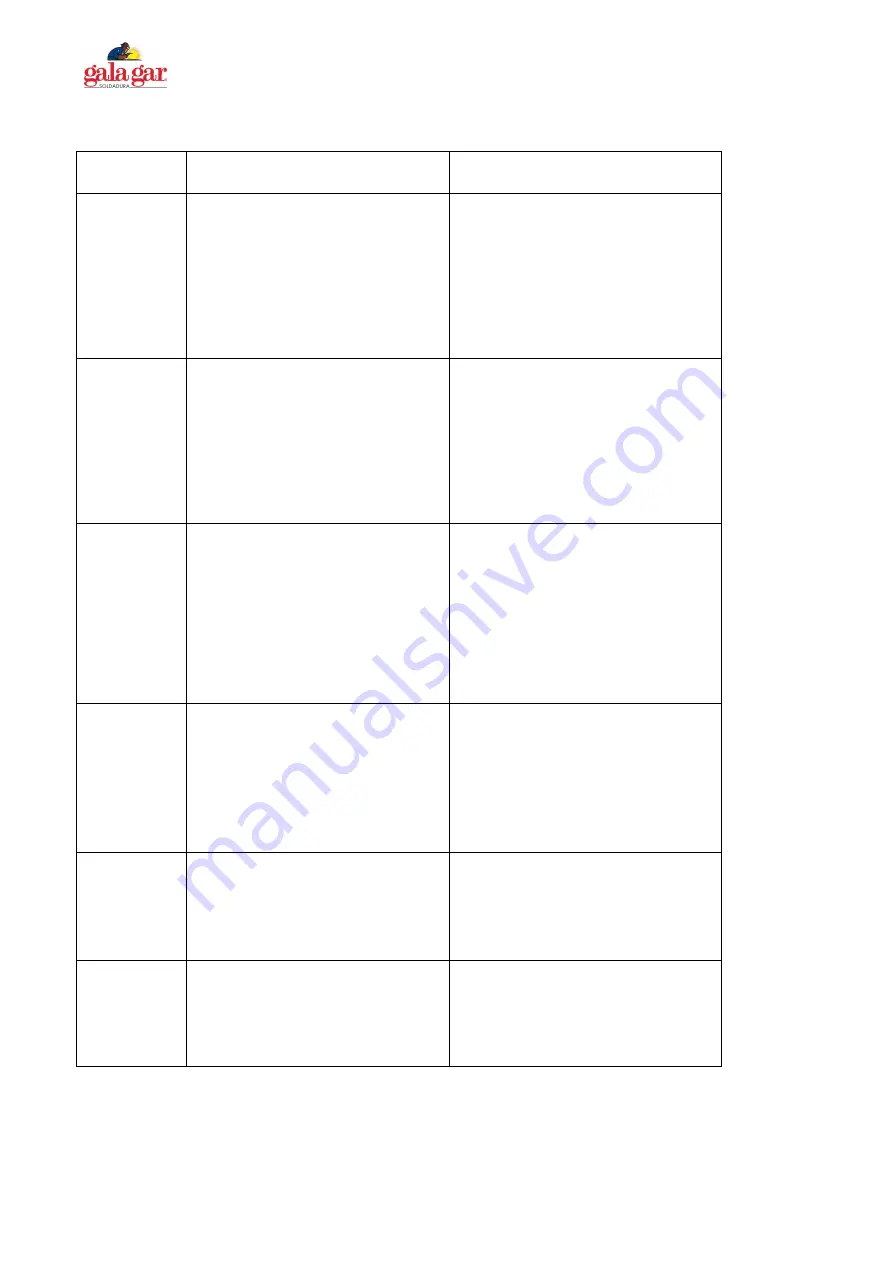
4.5 Defectos de soldadura por arco y Métodos de Prevención
fectos de soldadura por arco y Métodos de Prevención
fectos de soldadura por arco y Métodos de Prevención
fectos de soldadura por arco y Métodos de Prevención
Denominación
del defecto
Motivos que lo han provocado
Métodos de prevención
El cordón de
soldadura no
cumple
las
especificacione
s
El ángulo de la ranura de soldadura no
es el correcto.
El talón y la holgura de montaje no son
idénticos.
Los parámetros técnicos de soldadura
son improcedentes.
Las habilidades del soldador son de
muy bajo nivel.
Definir un ángulo de la ranura de
soldadura y una holgura de montaje
correctas,
mejora
la
calidad
del
conjunto.
Definir los parámetros de soldadura
correctos
Mejorar las habilidades técnicas del
soldador.
Indentaciones
marginales
Sobreintensidad.
La longitud del arco es excesiva.
El ángulo del electrodo es erróneo.
La manipulación del electrodo es
inapropiada.
Definir la corriente y velocidad de
soldadura correcta.
El arco no puede desarrollar un trazado
demasiado largo.
El ángulo del electrodo debe ser el
correcto.
La manipulación del electrodo debe ser
la correcta.
Penetración
incompleta
El ángulo de la ranura o abertura de la
raíz de soldadura es demasiado
pequeñas, el talón es demasiado
grande.
Los parámetros de soldadura no son
los apropiados, o el conjunto no es
aceptable.
Las habilidades del soldador son de
muy bajo nivel.
Seleccionar y procesar correctamente la
ranura o abertura de la raíz de
soldadura.
Montar
y
asegurar
la
holgura
correctamente.
Seleccionar la corriente y velocidad de
soldadura correcta.
Mejorar las habilidades técnicas del
soldador.
Fusión
incompleta
El aporte térmico del proceso de
soldadura es muy bajo.
La dirección del arco es pobre.
Existe óxido y polvo sobre la cara de la
abertura de la raíz.
La escoria entre las capas no se
elimina bien.
Definir los parámetros de soldadura
correctamente.
Funcionamiento en serio.
Mejore la facilidad de limpieza de las
capas.
Solapamiento
La temperatura del baño de fusión es
excesiva.
El
metal
líquido
se
solidifica
lentamente.
Seleccione los parámetros en base a las
distintas posiciones de soldadura.
Controlar estrictamente el tamaño del
canal de fundición.
Cráter
El tiempo de cráter es demasiado corto.
Sobreintensidad en la soldadura de una
chapa delgada.
En
el
cráter,
el
electrodo
debe
permanecer durante un tiempo corto o
más o menos para manipular el
electrodo, una vez que el baño de fusión
se encuentra lleno por el metal, seguir
por el lado del cráter







































































