












12 | en
position s (pf)
10
- 30°
20 - 30°
10 – 30°
15 – 40°
Preparation of basic material:
in table 7 there are given values for preparing material. sizes shall be determined
according to picture:
a
s
α
d
table 7
s (mm)
a (mm)
d (mm)
α (°)
0 - 3
0
0
0
3
0
0.5 (max)
0
4 - 6
1 - 1.5
1 - 2
60
Welding in TIG method
a) With the machine disconnected from power supply connect the electrode
holder and grounding cable to clamps 1 and 2.
b) connect the gas line from the welding torch, which must be equipped with a
valve, to the argon gas tank through a reduction valve. turn the gas on with the
valve on the gas tank.
c) connect the machine to power supply.
d) turn on the main switch (5).
e) Wait for the welding machine test to finish – all control lights and displays will
be on for several seconds.
f) push met button to switch the machine to the tiG-la method with touch
ignition or push it again for touch-less ignition.
g) set the welding current. set the desired value of the welding current with the
rotating selector. the value will show on display. at the same time the control
light in field (2) will be on showing the ampere value.
h) by pushing the button set (10) on the control panel we can switch between
individual functions. by rotating selector we can set values.
DOWN-SLOPE function
run down time from the set welding current to the end current.
push the set (7) button, the display (2) will show the dsl sign. With the rotating
selector (11) choose the desired value (off, 0.1 s up to 10 s). the status or the
value will be shown on the display (14). at the same time the control light in field
4 will inform you that the value is in seconds.
Arc ignition in TIG method
turn the gas on with the valve on the gas tank. touch the welded material with the
electrode and remove it. the welding arc will ignite.
Welding process termination in the TIG method
When the doWn-slope function is set to the off position, the welding process
will be terminated by removing the welding electrode from the material (the
welding arc interruption).
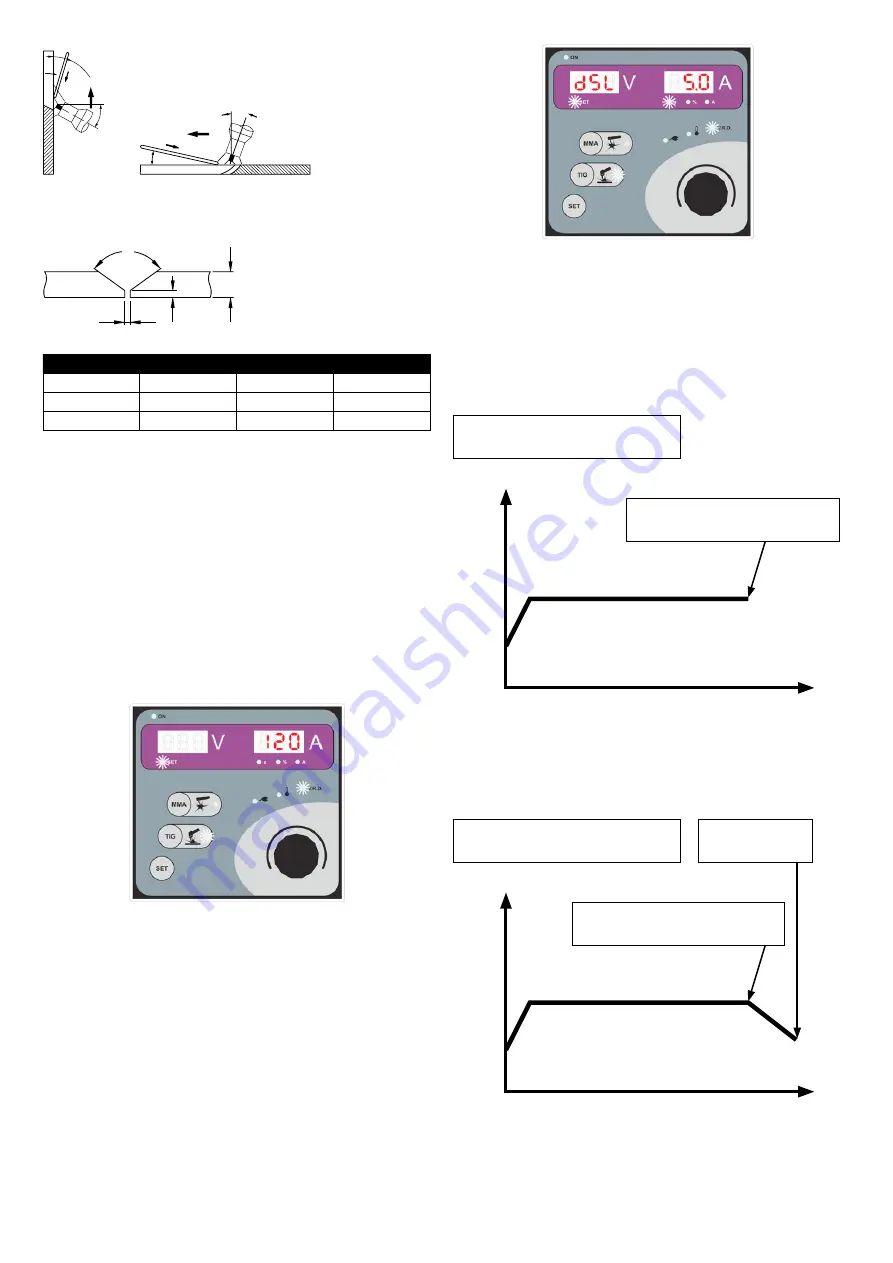
Function DOWN/SLOPE OFF
touching of the material with the electrode
and removing the electrode - arc ignition
removing the electrode - arc extinction
i (a)
t (s)
Welding current (e.g. 90 a)
When the doWn-slope function is set to a time value (0.1 – 10 s), the welding
process is terminated by a short removal of the welding electrode from the
material about 10 mm and subsequent approach. after that the welding current
starts to drop according to the time set in doWn-slope until full arc extinction.
Funktion DOWN/SLOPE (0.1 – 10 s)
touching of the material with the electrode
and removing the electrode - arc ignition
removing and subsequent coming near
with the electrode
automatic arc
extinction
i (a)
t (s)
Welding current (e.g. 90 a)
Error message display
during machine operation some errors and break-downs may appear which will
be announced by an -err- sign and error code. the following ones are important
for the user:







































































