




















|
49
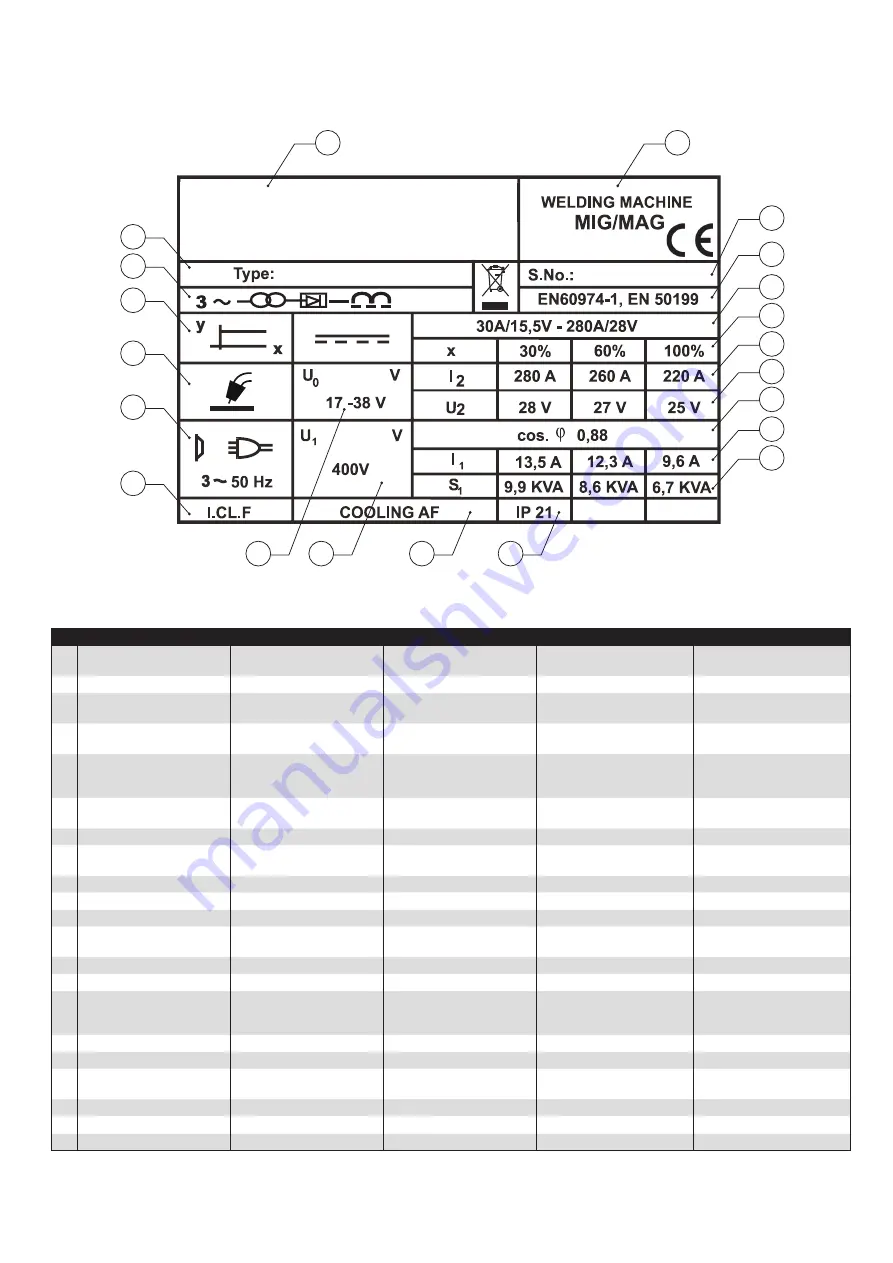
Grafické symboly na výrobním štítku / Grafické symboly na výrobnom štítku / Rating plate symbols
Grafischen Symbole auf dem Datenschild / Symbole graficzne na tabliczce produkcyjnej
CZ - popis
SK - popis
EN - description
DE - Beschreibung
PL - Opis
1
Jméno a adresa výrobce
Meno a adresa výrobcu
Name and address of the
manufacturer
Name und Adresse
des Herstellers
Nazwa i adres producenta
2
Typ stroje
Typ stroja
Type of machine
Maschinentyp
Rodzaj maszyny
3 Trojfázový usměrněný zdroj
Trojfázový usmernený zdroj
Three phase input
Gerichtete Dreiphasenquelle
Trójfazowe zasilanie z prostowni
-
kiem
4 Zdroj s plochou charakteristikou Zdroj s plochou charakteristikou MIG/MAG characteristic of
welding
Quelle mit flacher Charakteristik Źródła o charakterystyce płaskiej
5 Stroj pro svařování v ochranné
atmosféře MIG/MAG
Stroj pre zváranie v ochrannej
atmosfére MIG/MAG
MIG/MAG power source
Maschine zum MIG-/MAG -
Schweißen in der
Schutzgasatmosphäre
Maszyna do spawani
w atmosferze ochronnej
MIG/MAG
6 Jmenovité napětí na prázdno
Rozsah zváracieho napätia
Open circuit voltage
Schweißspannungsbereich
Napięcie nominalne i frekwencja
zasilania
7
Napájení
Počet fáz
Power supply
Anzahl Phase
Ilość fazy
8 Jmenovité napájecí napětí
Menovité napájacie napätie
Supply voltage
Nennspeisespannung und
Frequenz
Napięcie nominalne i frekwencja
zasilania
9 Třída izolace
Trieda izolácie
Insulation class
Isolierungsklasse
Klasa izolacji
10 Krytí
Krytie
Protection degree
Schutzart
Stopień ochrony
11
Chlazení ventilátorem
Chladenie ventilátorom
Air-cooled
Ventilatorkühlung
Chłodzenie wentylatorem
12
Svařovací poloautomat
MIG/MAG
Zvárací poloautomat MIG/MAG Welding machine MIG/MAG
Schweißhalbautomat MIG/MAG Półautomat spawalniczy MIG/
MAG
13 Výrobní číslo
Výrobné číslo
Serial number
Produktionsnummer
Numer produkcyjny
14 Normy
Normy
Standards
Norm
Normy
15 Rozsah svařovacího napětí
a proudů
Zváracie napätie pri zaťažení
vyznačeným prúdom
Welding voltage/current range
Schweißspannung bei
der Belastung mit
dem gekennzeichneten Strom
Zakres napięcia spawalniczego
16 Zatěžovatel
Doba zaťaženia
Duty cycle
Belastungsdauer
Czas obciążenia
17
Jmenovitý svařovací proud
Menovitý zvárací prúd
Welding current
Nennschweißstrom
Nominalny prąd spawalniczy
18 Normalizované jmenovité
napětí
Menovité napätie
Nominal voltage
Nennspannung
Nominalne napięcie
19 Účiník
Účiník
Power factor
Leistungsfaktor
Współczynnik mocy
20 Jmenovitý napájecí proud
Vstupný prúd
Supply current
Ausgangsstrom
Prąd wejściowy
21
Instalovaný výkon
Inštalovaný výkon
Power capacity
Installierte Leistung
Instalowana moc
2
3
4
6
8
11
10
5
7
9
21
20
19
18
17
16
15
14
12
1
13
Summary of Contents for 305
Page 22: ... 67 ...







































































