Operation
F-60+ Operation and Maintenance Manual
3-6
© GBC Pro-Tech 1999 April
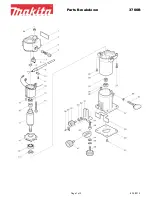
Figure 3-8: Brake Configuration
3URFHVV &RQWURO &KDUWV
Process control charts allow you to record the way you
thread film through the machine's rolls and idlers
(called webbing) and the control settings for each prod-
uct and process. Process control charts are an excellent
tool for training new operators. They provide a "road
map" for correct machine setup and operation.
This section contains a blank process control chart and
diagram for the F-60+ as well as completed charts for
the basic operations of the laminator.
GBC Pro-Tech laminators respond in a very accurate
and repeatable manner. The charts provide a way to set
up each time, every time for repeatable performance by
assuring that all controls are set to optimum.
The process control charts should be kept in this man-
ual or in a book close to the laminator. Use the machine
to encapsulate the popular charts so they can withstand
food and coffee spills and so they are always available
for ready reference.
☞
NOTE
When trying new products and processes, remember
that GBC Pro-Tech's customer service representatives
are only a phone call away.
The completed process control charts included in this
section are based on Orca-Film and typical prints.
0RXQWLQJ 2QO\
6HWXS
1. See process chart 3-1.
2. Set the nip to the thickness of the material being
used for mounting.
3. Upper Laminator Roll Pressure: 10–30%.
4. Speed: 3 fpm (1 m/min).
5. Upper Laminator Roll Heat: 240 °F (115 °C).
LOWER UNWINDS
Brake
Adjustment
Knob
Core
Support
Core
Chuck
Summary of Contents for 930-028
Page 10: ...Safety F 60 Operation and Maintenance Manual 1 6 GBC Pro Tech 1999 April Blank page...
Page 36: ...Operation F 60 Operation and Maintenance Manual 3 18 GBC Pro Tech 1999 April Blank page...
Page 44: ...Warranty F 60 Operation and Maintenance Manual 5 2 GBC Pro Tech 1999 April Blank page...
Page 46: ...Specifications F 60 Operation and Maintenance Manual 6 2 GBC Pro Tech 1999 April Blank page...