





























SECTION 7 -Breaker Maintenance (Cont.)
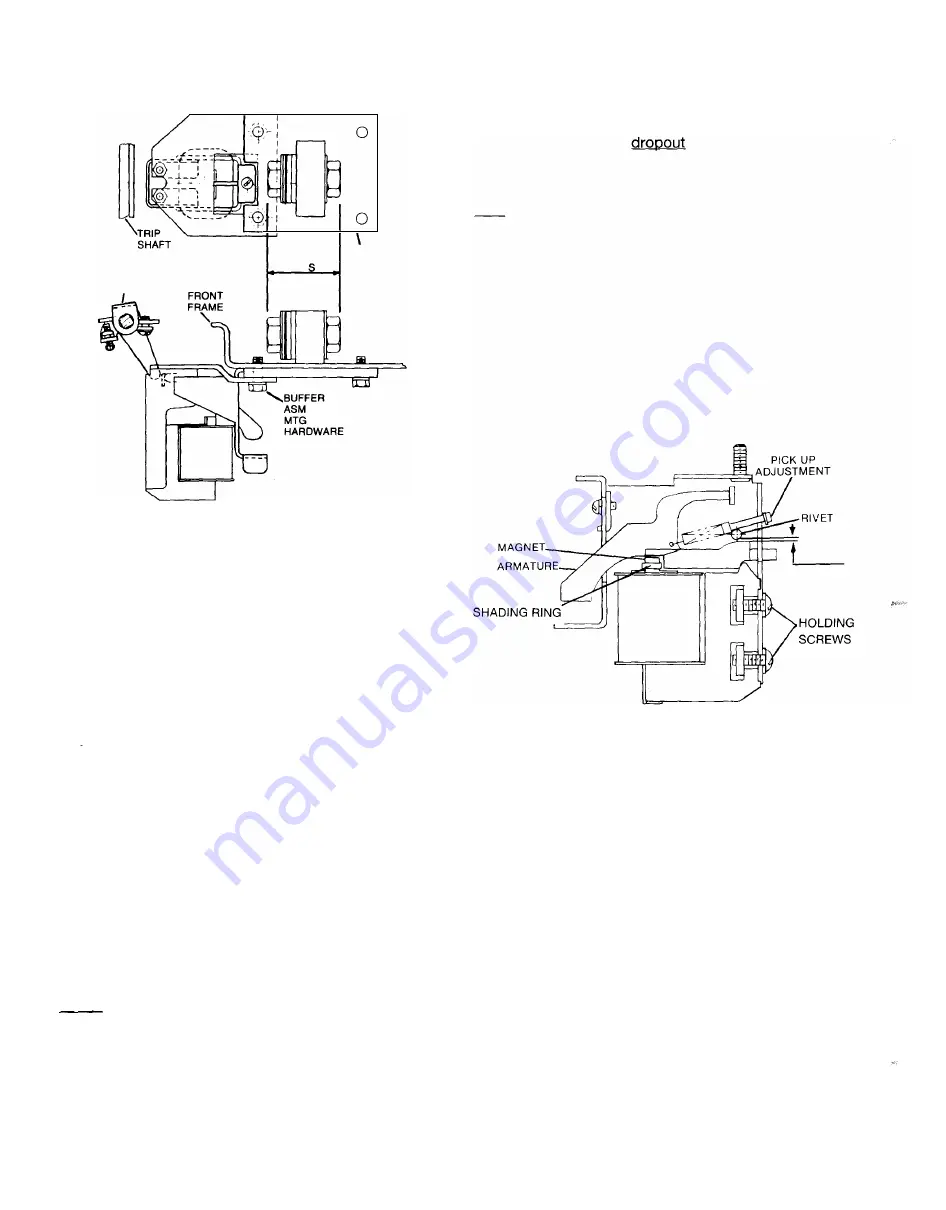
TRIP PADDLE
ASM
MAINTAIN
MODIFIED
THI
BUFFER
DIMENSION
ASM
FIG. 31 - 2ND
UNDERVOLTAGE DEVICE
7.8.2
OPERATIONAL CHECK
(BREAKER WITH UV DEVICE INSTALLED)
Check the pickup and dropout values at room tempera
ture. See table 2 5 .
Check t h e positive trip ability a s follows: With the
armature closed, close the breaker. Insert a 0.032
±
.005
inch shim (wire gage or flat stock) against the armature
open stop (see Fig. 32D) and release the armature. The
breaker must trip.
7.8.3
ADJUSTMENTS
If the operational checks (7. 8.2) indicate that adjust
ments are necessary, these procedures should be followed:
First
verify trip latch engagement as described in sec
tion 7 . 1 5 , and verify that the trip shaft torque required to
trip a closed b reaker is no g reater than 24 inch-ounces.
Then proceed as follows:
PICKUP VOLTAGE:
The Q.i.Q.!s!,m level is changed by turning the adjustment
screw shown in Fig. 32A. The screw is secured by either
a locking wire or a jam nut inside the frame. Devices with
a jam nut require removal of the device to make this
adjustment. The pickup voltage at room temperature
(approx. 20-24
oq
should be 85% or less of coil rating and
should be measured at the secondary d isconnects with
the coil energized .
Note: On
DC
devices set the gap
between the armature and magnet initially to 0. 030 inch
using the closed gap adjustment screw shown in Fig. 32C
before making pickup adjustments.
Be sure to secure the pickup adjustment screw with the
jam nut or lockwire.
24
DROPOUT VOLTAGE:
On AC devices the
level will fall within the
required limits (30% to 60% of the coil rating) if the pickup
is set properly. On DC d evices, the d ropout level may
need independent adjustment. This is accomplished
after the pickup level has been established per the above
procedure. If required, use the closed gap adjustment
screw shown in Fig. 32C to obtain the d ropout setting. A
gap must remain between the armature and magnet on
DC devices to prevent sealing in u pon loss of voltage.
Secure the adjustment screw with the locknut and apply
RTV to the locknut.
POSITIVE TRI P:
Check positive trip ability per 7.8.2. Adjust the trip
paddle screw if necessary to assure positive trip. With the
undervoltage device closed (picked u p), and the mecha
nism reset, there m ust be clearance between the trip
paddle and the device armature. If clearance adjustment
IS
necessary, re-verify positive trip ability.
FIG. 32A
U N D ERVOL TAGE DEVICE
7.8.4
FACTORY SETTINGS
.00 1 "
. 0 1 0 "
This section covers certain factory settings as an aid to
�
rouble shooting. They are for reference only, and are not
mtended to be field adjusted. They should not be consid
ered criteria for acceptance or rejection.
ARMATURE LOCATING RIVET:
The rivet shown in figu re 32A serves as a locater for the
armature. A clearance of 0.001 to 0.0 1 0 inch should exist
between the rivet and armature as shown in fig. 32A. The
rivet should be able to turn freely.
ARMATU RE OPEN GAP:
The air gap between the armature and the magnet with
�
he d evice de-energized should be approximately 0.250
mches. This is, checked by inserting a 0.201
±
.005 inch
d iameter gage pin between the armature and magnet as
shown in Fig. 328.
www
. ElectricalPartManuals
. com







































































