





























Page 15
E
ngl
is
h
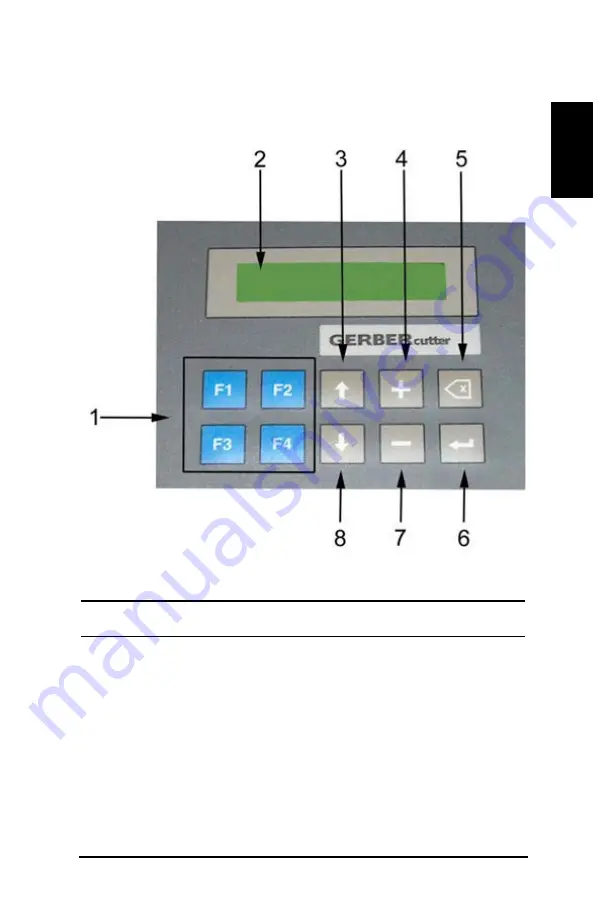
(3a) Keypad
Figure 7:
Beam control panel keypad
ID
Component
F1, F2, F3, F4 Keys – Used in specified calibrations and
digitizing mode.
Display Screen – Displays the system mode and details
of specified calibrations.
Up Arrow key – Navigates menus and is used in
specified calibrations.
Plus key – Used in specified calibrations.
Cancel key – Push to exit any mode, return to Online
mode, or abort a paused job.
Summary of Contents for DCS 1500
Page 1: ...Started Getting Manual Manual de Inicio...
Page 2: ......
Page 3: ...DCS 1500 DCS 2500 GERBERcutter Getting Started Manual...
Page 4: ......
Page 61: ...DCS 1500 DCS 2500 GERBERcutter Manual de inicio...
Page 62: ......
Page 64: ...Page iv Espa ol...
Page 113: ...DCS 1500 DCS 2500 GERBERcutter...
Page 114: ......
Page 116: ...Page iv...
Page 117: ...Page v III III 1 1 1 2 2 2 2 2 3 3 3 5 5 5 6 6 6 6 6 6 6 7 7 7...
Page 119: ...Page vii 32 32 32 33 33 34 DCS 1500 2500 34 45 49 DCS 2500 49 50 50 50 V 51 51 52 53...
Page 120: ......
Page 121: ...Page 1 DCS1500 2500 GERBERcutter DCS 1500 2500 GERBERcutter Windows 3 1...
Page 123: ...Page 3 84 8 984 7080 GERBERcutter GERBERcutter...
Page 124: ...Page 4...
Page 125: ...Page 5 2...
Page 126: ...Page 6 A C...
Page 127: ...Page 7 Class IIIr 5 mW 670 nm CutWorks WEEE 2005 8 13 2002 96 EC...
Page 128: ...Page 8 1 WEEE...
Page 130: ...Page 10 1 BCP GERBER...
Page 131: ...Page 11 DCS 2500 1 E Stop 2 2 2 3 2 4...
Page 132: ...Page 12 2 3...
Page 133: ...Page 13 2a 1 3 2 3 3 6 4 6 1 2 3 3 BCP BCP...
Page 134: ...Page 14 4 5...
Page 135: ...Page 15 3a 5 F1 F2 F3 F4...
Page 136: ...Page 16 3b 1 2 1...
Page 137: ...Page 17 1 2 a 3c 1 2 3 4 5 4 Gerber 4a...
Page 138: ...Page 18 6 3 1 2 7 AC...
Page 139: ...Page 19 4b 7 X Y T 24V...
Page 140: ...Page 20 4c AC 1 AC 2 3 4 1 AC 2...
Page 141: ...Page 21 5 6 CutWorks 8...
Page 142: ...Page 22 7 9 8 9...
Page 143: ...Page 23 10 DCS 2500 3 O C O 10 10 C 11...
Page 144: ...Page 24 11...
Page 145: ...Page 25 11 3 12 1 2 3...
Page 146: ...Page 26 DCS 1500 2500 DCS 1500 2500 V V V V U...
Page 147: ...Page 27 3 DCS 1500 2500 13...
Page 148: ...Page 28 5 64 1 14 1 Cutting tool installation 2 3 5 64 5 64...
Page 149: ...Page 29 1 2 0 Depth gauge with flat surface 3 4 5 16 6...
Page 150: ...Page 30 16 7 17 8 4...
Page 151: ...Page 31 17 9 4 0 010 0 015 10 11...
Page 153: ...Page 33 CAD DCS 1500 2500 1 10 1 32 1 2 AccuMark CutWorks GERBERcutter...
Page 156: ...Page 36 18 NC 8 GT TEMPLATE nc M19 19 9 19 a Accumark Lectra b 0 250 c...
Page 157: ...Page 37 19 NC M19 20 11 14 V...
Page 158: ...Page 38 20 10 21...
Page 159: ...Page 39 21 11 12 Notcher 22 13 Cut 22 14 22 False 0 00 0 00 N Hits 1...
Page 160: ...Page 40 22 15 Cut Cut cut 16 Cut 22 17 23 30 00 25 30 00 1 00...
Page 161: ...Page 41 Map Layers to Tools Cut layer 18 19 18 in 45 72 cm 1 24...
Page 162: ...Page 42 24 18 1 20 21...
Page 163: ...Page 43 25 22 23 26 a b c...
Page 164: ...Page 44 26 24 1 in 2 54 cm 1 in 2 54 cm 25 26 DCS 1500 2500 GERBERcutter...
Page 165: ...Page 45 C X Y C X Y BCP C GERBERcutter E Stop...
Page 166: ...Page 46 X Y CutWorks 0 0...
Page 167: ...Page 47 AccuMark V X0 Y0 X Y C...
Page 168: ...Page 48 X Y...
Page 169: ...Page 49 DCS 2500 1 800 321 2448 800 820 1661 InfoJet Inkjet InfoMark 1 75 Theta theta 4...
Page 171: ...Page 51 V 45 3 16 TL 354 45 1 4 TL 257 45 5 16 TL 267 60 3 16 TL 256 7 V 90 0 040 TL 056 8...
Page 174: ...Page 54...
Page 175: ......







































































