USER MANUAL
BEAT-MV/BEAT-2
Edition: January 2016
Revision: No. 1
MODE OF USE -
15
CHAPTER 3: MODE OF USE
3.1
FUSION PROCEDURE FOR ELECTROFUSION FITTINGS
3.1.1 Scraping pipe surfaces:
First clean the surface to be scraped with a clean lint-free dry cloth. The length to be
cleaned will depend on the size of the fitting to be used, adding a minimum additional
margin of 50 mm on each end.
Scrape the area of the pipe or pipes where the fitting to be joined will be installed. The
length of the scraping should be greater than that of the fitting.
IMPORTANT !
The scraping of the pipe should generate swarfs. This ensures the
elimination of the pipe’s most exterior oxidation, which would otherwise
lead to a dissatisfactory electrofusion joint.
Next clean the scraped area with a degreasing towel or with a clean, dry white cloth
(which does not shed lint), dampened with isopropanol or recommended PE solvent.
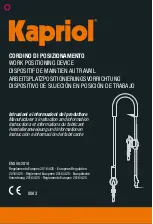
3.1.2 Fitting installation:
For joints of tapping saddles and branch saddles, place a rounder on each side of the
scraped area if the fusion is performed over a bar pipe. If the joint is performed over a
pipe from a roll, the placement of an aligner-rounder tool is indispensable. Next install the
fitting over the pipe.
If the fitting to be jointed is a coupler, reducer or elbow, remove it from its wrapping, and
without touching its interior, install it on the scraped and cleaned pipe. Now assemble the
aligner and the other specially-prepared pipe or fitting.
Electrofusion joints should only be carried out by qualified staff.
Protect the area where electrofusions area carried out
from adverse weather conditions, such as rain, snow
or wind. Admissible temperatures range from -5°C to
+45°C. In order to achieve a uniform temperature in
the whole diameter of the pipes, protect the fusion
area against sunrays or bad weather.
The quality of the joint depends substantially on the
care taken in the previous preparation tasks
(scraping, degreasing, etc).
Figure 8