
















INSTALLATION INSTRUCTIONS
R
−
410A Split System Heat Pump
6
428 01 5301 05
Specifications subject to change without notice.
will be lost. Leave the plugs in place until line set tubing is
ready to be inserted.
Heat pumps require a piston metering device in the liquid
service valve for proper heating operation. Piston is
shipped in the piston body of the liquid service valve,
temporarily held in place with a plastic cap. Do not remove
the plastic cap until line set tubing is ready to be installed.
Refer to Figure 5 and follow these steps for piston
installation:
1. Remove plastic cap holding piston in piston body of
liquid service valve.
2. Check that piston size (stamped on side of piston)
matches with number listed on unit rating plate.
Return piston to piston body of liquid service valve
(either direction).
3. Find plastic bag taped to unit containing copper
adapter tube, brass nut, and plastic washer.
4. Install plastic washer in the seat inside piston body.
5. Fit brass nut onto adapter tube and install tube
onto liquid service valve. Tighten nut finger tight,
then wrench additional
½
turn only 15
−
ft lbs. Over
tightening may damage the plastic washer.
Service valve bodies are brass and suction tube stub is
copper.
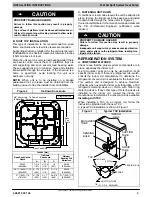
Figure 5
Liquid Service Valve with Heating
Piston and Adapter Tube
PISTON BODY
LIQUID SERVICE VALVE
PISTON
PLASTIC WASHER
ADAPTER TUBE
BRASS NUT
Vapor Service Valve
VALVE CORE
SERVICE VALVE
G. BRAZING CONNECTIONS
NOTE:
For Liquid Service Valve
−
Braze lineset to adapter tube
BEFORE bolting adapter to valve. This helps prevent
overheating and damage to plastic washer or o
−
ring.
For Vapor Service Valve
−
remove valve core from
schrader port on Service Valve BEFORE brazing. This
helps prevent overheating and damage to valve seals
(refer to Figure 5). Replace valve core when brazing is
completed.
!
WARNING
FIRE HAZARD
Failure to remove refrigerant and oil charge before
brazing could result in personal injury, death, and/
or property damage.
Refrigerant and oil mixture could ignite and burn
as it escapes and contacts brazing torch. Make
sure the refrigerant charge is properly removed
from both the high and low sides of the system be-
fore brazing any component or lines.
Clean line set tube ends with emery cloth or steel brush.
Remove any grit or debris.
Insert line set tube ends into service valve tube stubs.
Apply heat absorbing paste or heat sink product between
service valve and joint. Wrap service valves with a heat
sinking material such as a wet cloth.
Braze joints using a Sil
−
Fos or Phos
−
copper alloy.
!
CAUTION
PRODUCT DAMAGE HAZARD
Failure to follow this caution may result in product
damage.
Braze with Sil
−
Fos or Phos
−
copper alloy on cop-
per
−
to
−
copper joints and wrap a wet cloth around
rear of fitting to prevent damage to TXV.
H. EVACUATING LINE SET AND INDOOR COIL
The unit is shipped with a factory refrigerant charge. The
liquid line and suction line service valves have been
closed after final testing at the factory. Do not disturb
these valves until the line set and indoor coil have been
evacuated and leak checked, or the charge in the unit
may be lost.
NOTE:
Do not use any portion of the factory charge for
purging or leak testing. The factory charge is for filling the
system only after a complete evacuation and leak check
has been performed.
!
CAUTION
PRODUCT DAMAGE HAZARD
Failure to follow this caution may result in product
damage.
Never use the outdoor unit compressor as a vacu-
um pump. Doing so may damage the compressor.
Line set and indoor coil should be evacuated using the
recommended deep vacuum method of 500 microns. If
deep vacuum equipment is not available, the alternate
triple evacuation method may be used by following the
specified procedure.







































































