
















-6-
G0516 Lathe/Mill
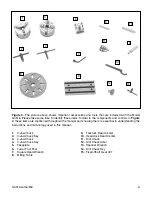
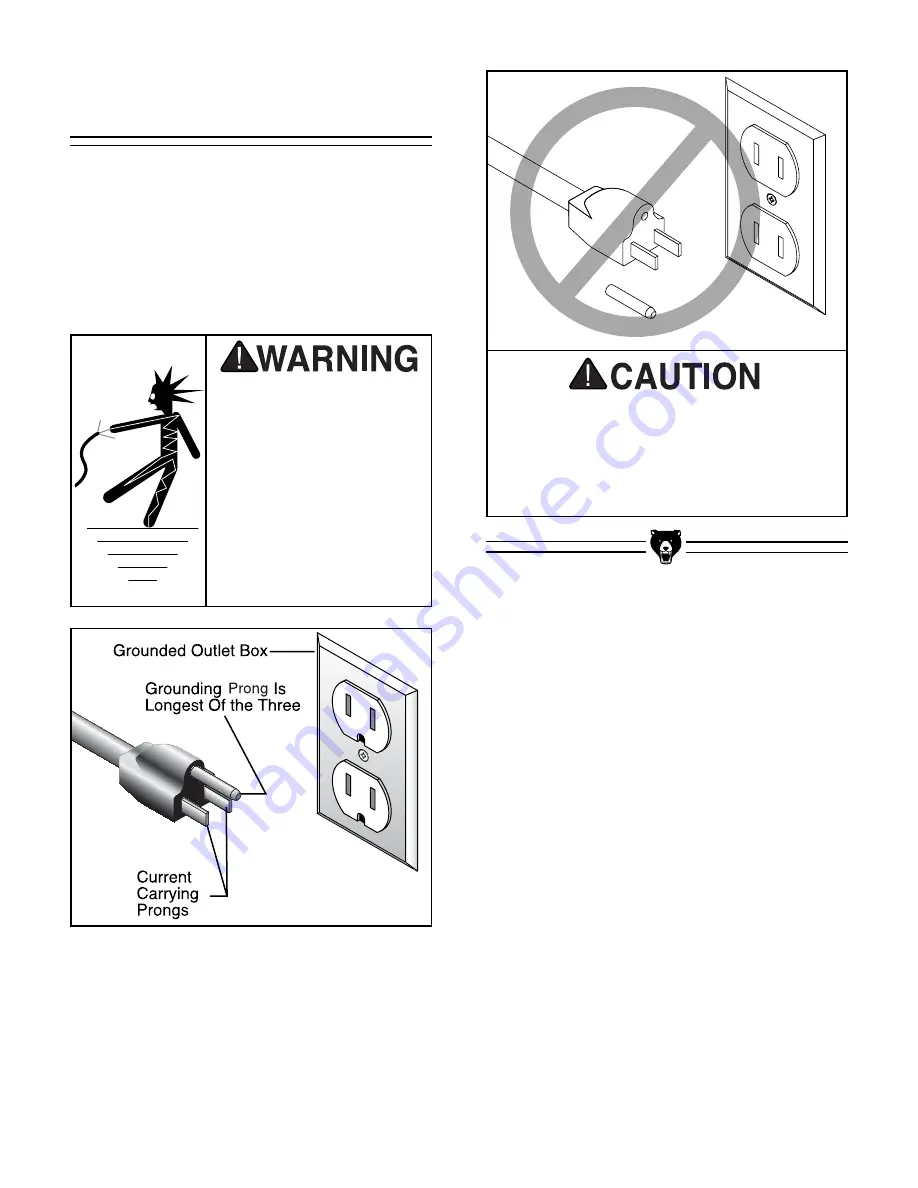
Figure 1.
Typical 110V plug and outlet.
Grounding
In the event of an electrical short, grounding
reduces the risk of electric shock by providing a
path of least resistance to disperse electric cur-
rent. This tool is equipped with a power cord hav-
ing an equipment-grounding prong.
See Figure
1.
The outlet must be properly installed and
grounded in accordance with all local codes and
ordinances.
This machine must have a ground prong in
the plug to help ensure that it is grounded.
DO NOT remove ground prong from plug to
fit into a two-pronged outlet! If the plug will
not fit the outlet, have the proper outlet
installed by a qualified electrician.
Verify that any existing
electrical outlet and cir-
cuit you use is actually
grounded. If not, it will be
necessary to run a sepa-
rate 12 A.W.G. copper
grounding wire from the
outlet to a known ground.
If not grounded properly,
serious personal injury
could occur.