





























-28-
g0548zp, g1028z2, g1029z2-z2p (mfg. 12/12+)
if the machine does not have a built-in dust port,
use the following table to determine which size of
dust port to install.
figure 47. dust port size and quantity per
average machine.
machine
average dust port size
table saw ......................................................4"
miter/radial-Arm saw ....................................2"
Jointer (6" and smaller) .................................4"
Jointer (8"-12") ...............................................5"
thickness planer (13" and smaller) ...............4"
thickness planer (14"-20") ............................6"
shaper ...........................................................4"
router (mounted to table) ..............................2"
Bandsaw ........................................................4"
lathe ..............................................................4"
disc sander (12" and smaller) .......................2"
disc sander (13-18") ......................................4"
Belt sander (6" and smaller) .........................2"
Belt sander (7"-9") ........................................3"
Edge sander (6" x 80" and smaller) ..............4"
Edge sander (6" x 80" and larger) ................5"
drum sander (24" and smaller) ...............2 x 4"
drum sander (24" and larger) .................4 x 4"
Widebelt sander (18" and smaller) ................5"
Widebelt sander (24"-37" single head) ...2 x 6"
Widebelt sander (24"-51" double head) ..5 x 4"
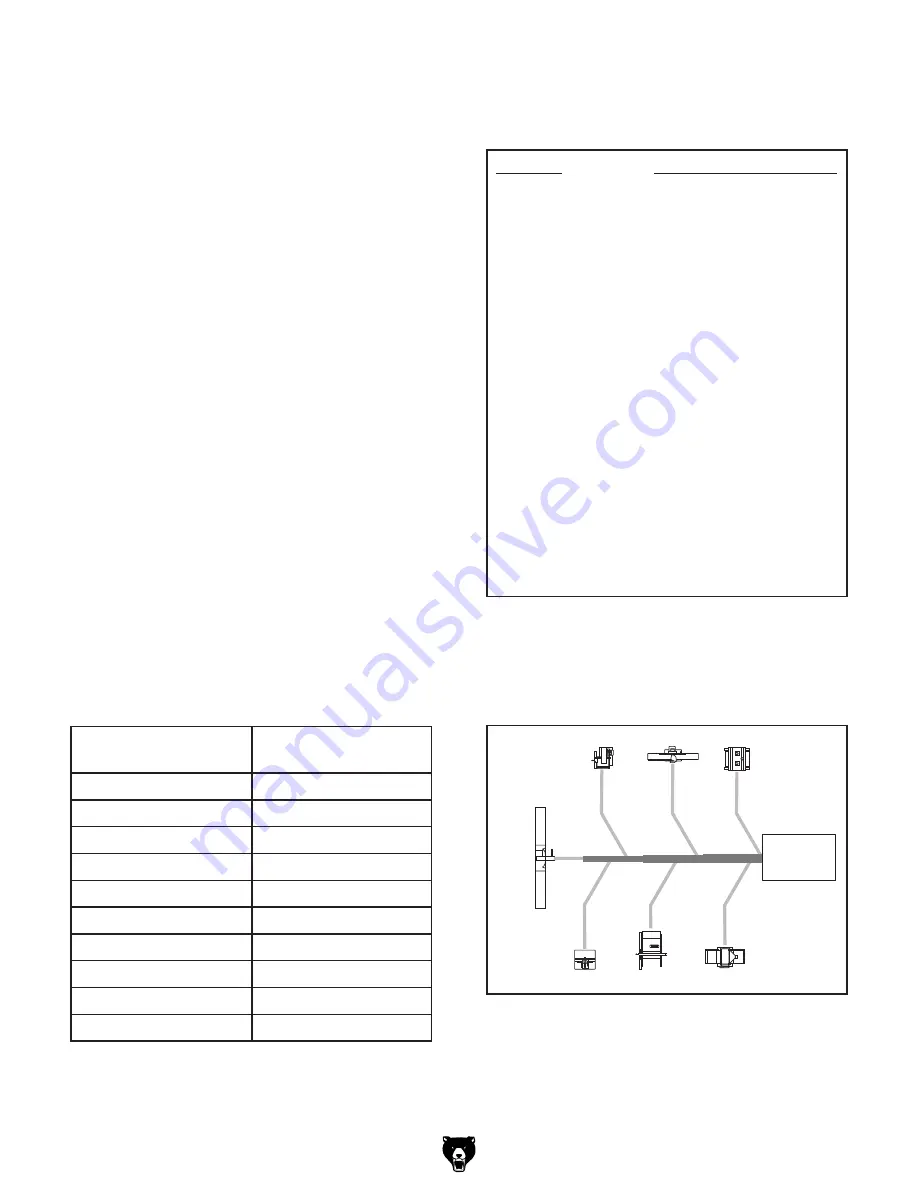
figure 48. CFm requirements labeled for each
machine.
(.*
(.*
+&)
,.%
(.*
''%
.-
IVWaZHVl
EaVcZg$
BdjaYZg
B^iZg
HVl
?d^ciZg HVcYZg
EaVcZg
H]VeZg
9jhi
8daaZXidg
Write the required CFm for each machine on your
sketch, as shown in the
figure below.
3. directional changes should be kept to a mini-
mum. the more directional change fittings
you use directly increases the overall resis-
tance to airflow.
4. gradual directional changes are more effi-
cient than sudden directional changes (i.e.
use the largest corner radius possible when
changing hose or pipe direction).
5. Each individual branch line should have a
blast gate immediately after the branch to
control suction from one machine to another.
6. the simpler the system, the more efficient
and less costly it will be.
determine required cfms
since each machine produces a different amount
of sawdust, the requirements for the minimum
amount of CFm to move that sawdust is unique
to the machine (for example, a planer produces
more sawdust than a table saw). Knowing this
required CFm is important to gauging which size
of duct to use.
refer to the
figure below for a close estimation of
the airflow each machine requires. Keep in mind
that machines that generate the most sawdust
should be placed closest to the dust collector.
if the machine has multiple dust ports, the total
CFm required is the sum of all ports.
figure 46. Approximate required airflow for
machines, based on dust port size.
Machine
Dust Port Size
Approximate
Required CFM
'
.-
'#*
&*%
(
''%
)
(.*
*
+&)
+
--)
,
&'%(
-
&*,%
.
&..%
&%
')*+



























































