




























Model G0765 (Mfd. Since 5/15)
-25-
This 3-jaw, scroll-type chuck has an internal scroll-
gear that moves all jaws in unison when adjusted
with the chuck key. This chuck holds cylindrical
parts on-center with the axis of spindle rotation
and can be rotated at high speeds if the workpiece
is properly clamped and balanced.
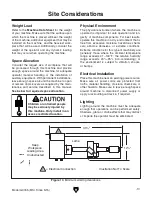
Never mix jaw types or positions to
accommodate an odd-shaped workpiece. The
chuck will spin out of balance and may throw the
workpiece! Instead, use an independent jaw chuck
or a faceplate.
Insufficient
Jaw Clamping
Unstable
Workpiece
Bar Stock
Cylinder
Unsafe Jaw Position
Poor Scroll
Gear Engagement
Safer Inside
Jaw Use
Unsafe Inside
Jaw Use
Unsafe Jaw
Position
Safer Outside
Jaw Use
Poor Scroll Gear Engagement
Unsafe Jaw Position and
Poor Scroll
Gear
Engagement
Poor Grip
Unstable
Workpiece
Shallow
Bar Stock
Shallow
Bar Stock
Safer Outside
Jaw Use
Safer Inside
Jaw Use
CORRECT
CORRECT
CORRECT
CORRECT
INCORRECT
INCORRECT
INCORRECT
INCORRECT
Scroll Chuck
Clamping
Figure 22. Jaw selection and workpiece holding.
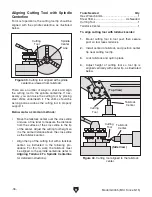
Changing Jaw Set
The 3-jaw scroll chuck included with the lathe
features inside and outside hardened steel jaw
sets (see
Figure below), which move in unison to
center a concentric workpiece.
When installing the jaws, it is important to make
sure they are installed correctly. Incorrect installa-
tion will result in jaws that do not converge evenly
and are unable to securely clamp a workpiece.
Jaws are numbered from 1–3 (see
Figure below).
The number is typically stamped on the side or
bottom. Jaws are designed to be installed coun-
terclockwise in numerical order in the jaw guides,
so they will hold a concentric workpiece evenly.
Figure 23. Chuck and jaw selection.
Inside Set
Outside Set
Figure 24. Jaw guide and jaw numbers.
Jaw Guides
1
2
3
Jaw Numbers
Summary of Contents for G0765
Page 76: ......


































































