
























Model G0768/G0769 (Mfd. Since 8/15)
-41-
Figure 43 shows the MT#2 and MT#3 dead cen-
ters included with the lathe.
Centers
Mounting Dead Center in Spindle
1. DISCONNECT MACHINE FROM POWER!
2. Thoroughly clean and dry all mating surfaces
of spindle bore and center, making sure that
no lint or oil remains on these surfaces.
3. Mount chuck or faceplate onto spindle, which-
ever is correct for your operation.
4. Insert MT#3 center into spindle bore through
chuck or faceplate.
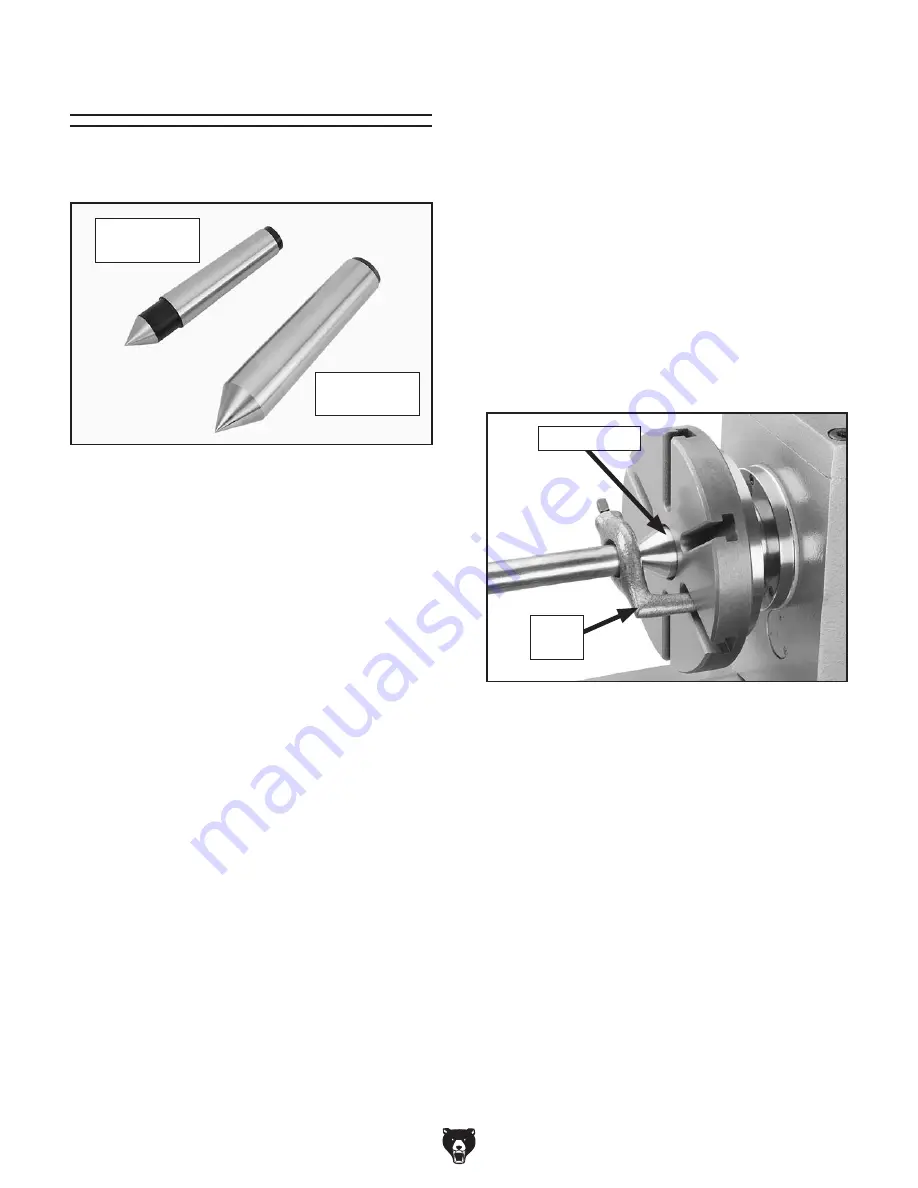
Below is an example photo of a dead center
installed in spindle, using a lathe dog and
faceplate for turning between centers.
Figure 43. Dead centers.
MT#2 Dead
Center
MT#3 Dead
Center
Dead Centers
Dead centers are one-piece, high-speed steel
centers that require low spindle speeds and a
small amount of oil to reduce friction heat that may
damage the workpiece.
Mount the MT#2 dead center (see
Figure 43)
in the tailstock. Since the workpiece will rotate
against the center and generate friction, the tip of
the center must be lubricated to avoid premature
wear and maximize smooth operation.
Mount the MT#3 dead center (see
Figure 43) in
the spindle for operations where the workpiece
rotates with the center and does not generate
friction.
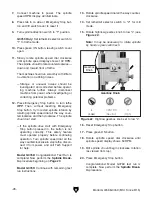
Figure 44. Example of using a dead center with
a faceplate and lathe dog.
Dead Center
Lathe
Dog
Removing Center from Spindle
To remove the center from the spindle, insert a
piece of round bar stock (or similar tool) through
the outside end of the spindle. Hold onto the cen-
ter with a gloved hand or shop rag, then tap the
bar stock to knock the center loose.

























































