
























-34-
Model G0768/G0769 (Mfd. Since 8/15)
Changing Jaw Set
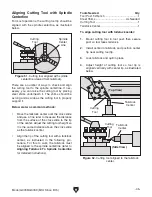
The 3-jaw scroll chuck included with the lathe
features inside and outside hardened steel jaw
sets (see
Figure below), which move in unison to
center a concentric workpiece.
When installing the jaws, it is important to make
sure they are installed correctly. Incorrect installa-
tion will result in jaws that do not converge evenly
and are unable to securely clamp a workpiece.
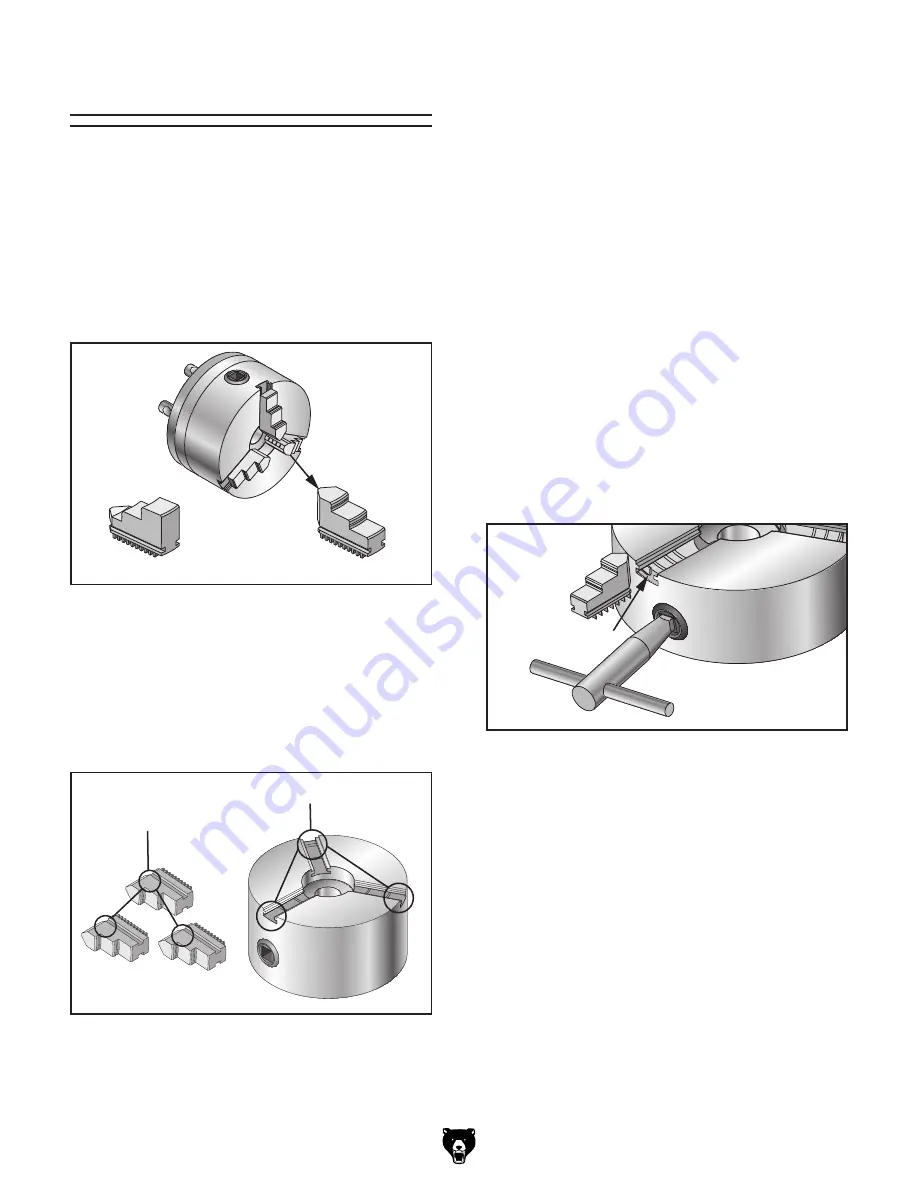
Jaws are numbered from 1–3 (see
Figure below).
The number is typically stamped on the side or
bottom. Jaws are designed to be installed coun-
terclockwise in numerical order in the matching
numbered jaw guides, so they will hold a concen-
tric workpiece evenly.
To change jaw set:
1. DISCONNECT MACHINE FROM POWER!
2. Use appropriate device to protect ways (refer
to
Installation & Removal Device subsec-
tion).
3. Insert chuck key and turn it counterclockwise
to back jaws out and remove them individu-
ally in descending order (i.e., 3, 2, 1).
4. Use mineral spirits to clean debris and grime
from jaws and chuck jaw guides.
5. Apply thin coat of NLGI #2 grease to surfaces
of removed jaw set. Store in safe place free
from moisture and abrasives.
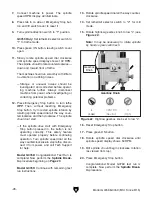
6. Rotate chuck key clockwise until you see tip
of outer scroll-gear lead thread about to enter
a jaw guide (see below).
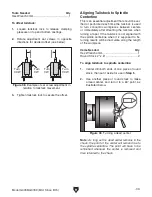
Figure 28. Chuck and jaw selection.
Inside Set
Outside Set
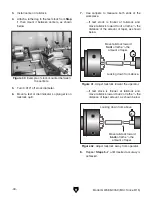
Figure 29. Jaw guide and jaw numbers.
Jaw Guides
1
2
3
Jaw Numbers
1
2
3
Lead Thread
1
1
2
3
Figure 30. Lead thread on scroll gear.
7. Insert jaw #1 into jaw guide #1 and hold jaw
against scroll-gear.
8. Rotate chuck key clockwise one turn to
engage tip of scroll-gear lead thread into jaw.
Pull jaw; it should be locked into jaw guide.
9. Install remaining jaws in numerical order, in
the same manner. The jaws should converge
evenly at center of chuck.
— If jaws do not converge evenly, remove
them. Check that jaw numbers and jaw
guides match. Re-install jaws sequentially
1–3, making sure each one engages with
scroll-gear lead thread during its first rota-
tion.




























































