





























-64-
Model G0768/G0769 (Mfd. Since 8/15)
The Model G0769 features two different types of
spindle downfeed controls: coarse and fine, as
shown in
Figure 109.
Using Spindle
Downfeed Controls
Coarse Downfeed
Coarse downfeed is typically used for drilling
applications. Rotate either of the coarse downfeed
handles (see
Figure 109) to lower the spindle,
and an internal coil spring helps raise the spindle
back to the top position when you stop applying
downward pressure on the handle.
Note: To maintain control of the upward spindle
travel and the rotating bit in your workpiece,
always continue holding the handle until the
spindle returns to the top position. Letting go of
the coarse downfeed handles when the spindle
is in the lowered position will cause the spindle to
retract too quickly and slam up into the headstock
or lift the workpiece and cause it to spin out of
control.
The coarse downfeed hub features a graduated
dial that measures spindle movement in 0.02"
increments, with one full revolution equaling 2.00"
of spindle travel.
Fine Downfeed
Fine downfeed is typically used for milling applica-
tions, because the spindle only moves up or down
when the fine downfeed handwheel (see
Figure
109) is rotated (there is no automatic spindle
return to the top position, as with the coarse
downfeed controls). This allows the spindle height
to be locked in place for precise Z-axis positioning
of a cutter or end-mill when milling a flat surface
across the face of a workpiece. In order to ensure
the milled surface remains flat, the spindle height
cannot move until the entire milling operation is
complete.
The fine downfeed graduated dial measures spin-
dle movement in 0.001" increments, with one full
revolution equaling 0.080" of spindle travel.
Engaging Fine Downfeed Controls
In the following example, the fine downfeed
controls are used to mill 0.010" off a workpiece:
1. Use vertical travel handwheel (see Figure
105 on next page) to adjust cutting tool just
above workpiece surface, then secure the
headstock with Z-axis lock levers.
2. Tighten downfeed selector knob (see Figure
109) to engage fine downfeed handwheel.
3. Loosen quill lock lever.
4. Rotate fine downfeed handwheel clockwise
and lower cutting tool so it just touches
workpiece.
5. Move workpiece out of the way.
6. Using graduated dial to gauge spindle move-
ment, rotate fine downfeed handwheel clock-
wise 0.010".
7. Tighten quill lock lever.
8. Turn mill/drill ON and perform cutting pass.
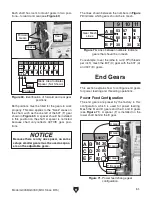
Figure 109. Spindle controls.
Quill Lock
Lever
Fine
Downfeed
Handwheel
Coarse
Downfeed
Handle
Downfeed
Selector
Knob
Graduated Dials































































