



























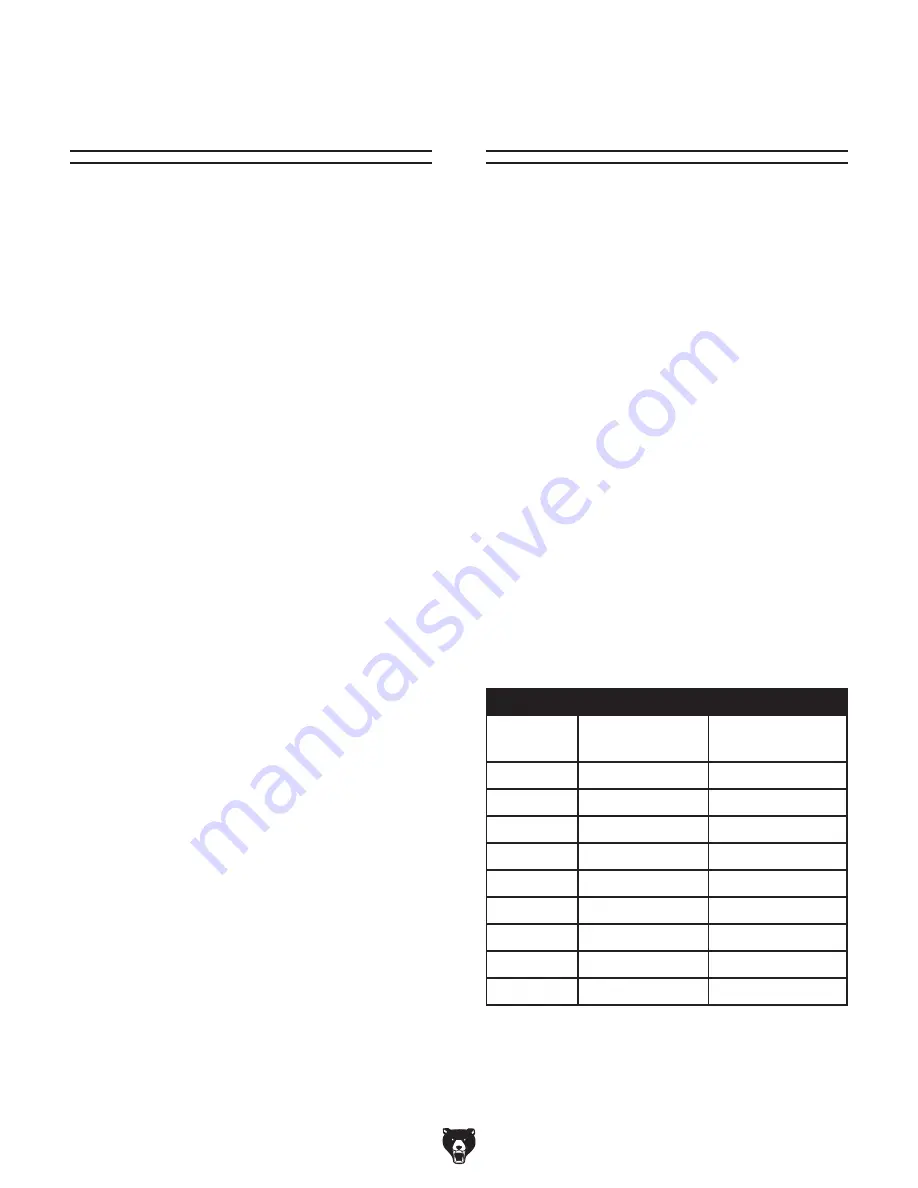
Material Cutting Power/Speed Chart
Material
Type
G0911/G0913
Power/Speed
G0912/G0914
Power/Speed
Hardwood
70% - 15mm/s
65% - 20mm/s
Softwood
55% - 25mm/s
40% - 30mm/s
MDF
75% - 15mm/s
65% - 20mm/s
Acrylic
75% - 15mm/s
65% - 20mm/s
PVC
60% - 50mm/s
50% - 60mm/s
Rubber
75% - 15mm/s
70% - 20mm/s
Leather
75% - 15mm/s
70% - 20mm/s
Cloth
20% - 150mm/s 20% - 200mm/s
Paper
20% - 150mm/s 20% - 200mm/s
Figure 48. Material cutting power and speed
settings.
-40-
Model G0911–G0914 (Mfd. Since 05/21)
Some materials are not safe for laser cut-
ting, or may be outside the capabilities of your
machine.
Before cutting/engraving, inspect all
workpieces for the following:
•
Engraving Material: This machine is capa-
ble of engraving natural wood, MDF, glass,
acrylic, PVC, rubber, ceramic, leather, cloth,
and paper. This machine is NOT designed to
engrave metal; engraving this material with
this machine may lead to machine damage
or personal injury.
•
Cutting Material: This machine is capable of
cutting natural wood, MDF, acrylic, PVC, rub-
ber, leather, cloth, and paper. This machine
is NOT designed to cut metal, glass, or
ceramics; cutting these materials with this
machine may lead to machine damage or
personal injury.
•
Foreign Objects: Nails, staples, dirt, rocks,
and other foreign objects are often embed-
ded in wood. Always visually inspect your
workpiece for these items. If they cannot be
removed, DO NOT use the workpiece.
•
Wood Knots: Knots in wood are denser
than the natural grain surrounding them, and
may cause unpredictable cutting/engraving
results. Always use wood workpieces that do
not have knots, or position working envelope
away from visibly knotted areas to maintain
consistent cutting/engraving quality.
•
Wet or "Green" Wood: Avoid using wood
with a high water content. Wood exposed to
excessive moisture (such as rain or snow), will
cut/engrave poorly and cause large clouds of
smoke and debris inside the machine.
•
Excessive Warping: Workpieces with exces-
sive cupping, bowing, or twisting are diffi-
cult to cut/engrave due to inconsistent sur-
face height negatively affecting focal length.
Always use flat stock to maintain consistent
cutting/engraving depth.
•
When cutting/engraving acrylic, use a raised,
nonreflective surface that promotes airflow
underneath the workpiece. This will help
prevent refracted laser rays from melting the
surface and causing blemishes.
•
Plywoods are formed from bonding many dif-
ferent wood types together using adhesive.
The adhesive used to bond the plies will
regularly ignite during cutting/engraving and
cause unwanted surface defects. Use solid
wood for optimal finish quality.
•
Use the
Material Cutting Power/Speed
Chart below as a guide for determining opti-
mal power/speed settings for cutting
1
⁄
4
" thick
wood or plastic with your machine. Always
test new settings on scrap material first, then
make adjustments as necessary until desired
cutting results are achieved.
Note: Engraving settings require too many
variables to effectively list here. A good start-
ing point for most hardwoods is 30% power
and 300mm/s speed.
Inspecting
Workpiece
Cutting/Engraving
Tips
Summary of Contents for G0911
Page 100: ......







































































