





























Model G0945/G0946/G0947 (Mfd. Since 06/21)
-35-
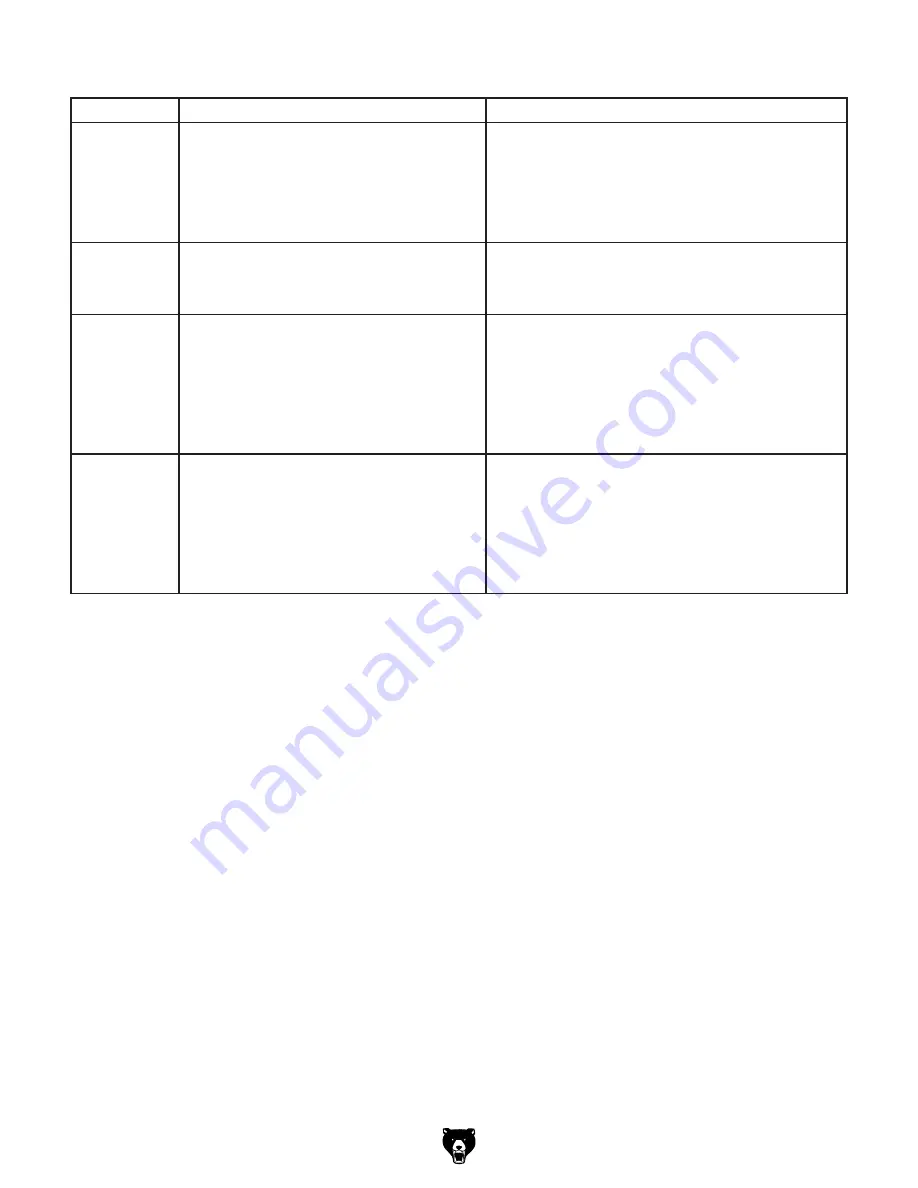
Operation
Symptom
Possible Cause
Possible Solution
Uneven cutter
marks, wavy
surface, or
chatter marks
across face of
workpiece.
1. Feeding workpiece too fast.
2. Knives/insert(s) not adjusted at even heights
in cutterhead.
3. Dirt or debris under carbide insert(s) (G0946/
G0947 only).
1. Reduce feed rate.
2. Adjust knives so they are set up evenly in cutterhead
(
Page 38). Remove, clean, and re-install any inserts
that are "raised" in cutterhead (
Page 36).
3. Remove insert(s), clean bottom of insert/cutterhead
mounting pocket, and re-install (
Page 36).
Glossy surface;
scorching or
burn marks on
workpiece.
1. Dull knives/insert(s).
2. Feed rate too slow.
1. Sharpen/replace knives (Page 38); rotate/replace
insert(s) (
Page 36).
2. Increase feed rate.
Workpiece is
concave or
convex along
its length after
jointing.
1. Workpiece not held with even pressure
against outfeed table during cut.
2. Workpiece too uneven at start of operation.
3. Tables not parallel with cutterhead body and
each other.
4. Table extensions not parallel with tables.
1. Apply even downward pressure against workpiece
throughout entire travel along outfeed side during cut.
2. Take partial cuts to remove extreme high spots before
doing a full pass.
3. Check/adjust table parallelism (Page 39).
4. Check/adjust table extension parallelism (Page 43).
Workpiece
edges not
square; tapered
cut produced.
1. Fence not square to table(s); fence tilt
unlocked.
2. Warped infeed or outfeed table.
3. Knives/insert(s) not adjusted at even heights
in cutterhead.
4. Table extensions not parallel with tables.
1. Square fence to table(s); lock fence.
2. Regrind/replace table.
3. Adjust knives so they are set up evenly in cutterhead
(
Page 38). Remove, clean, and re-install any inserts
that are "raised" in cutterhead (
Page 36).
4. Check/adjust table extension parallelism (Page 43).
Summary of Contents for G0945
Page 60: ......







































































