




























G4030 6
1
⁄
2
" x 10" Metal-Cutting Bandsaw
-19-
Blade Speed
To change blade speeds:
1. Turn the bandsaw
OFF
and allow it to
come to a complete stop.
2.
Determine the best speed for your cut. The
table in
Figure 16
is provided as a rough
guideline. Material thickness, type of blade
used and if cutting fluid is used, will factor
into the correct speed selection.
Material
Feet Per Minute
(FPM)
Tool, Stainless, & Alloy
Steels, Cast Iron
100
Medium to High
Carbon Steels, Iron,
Hard Brass or Bronze
180
Aluminum and Plastics
235
Figure 16.
Blade speed table.
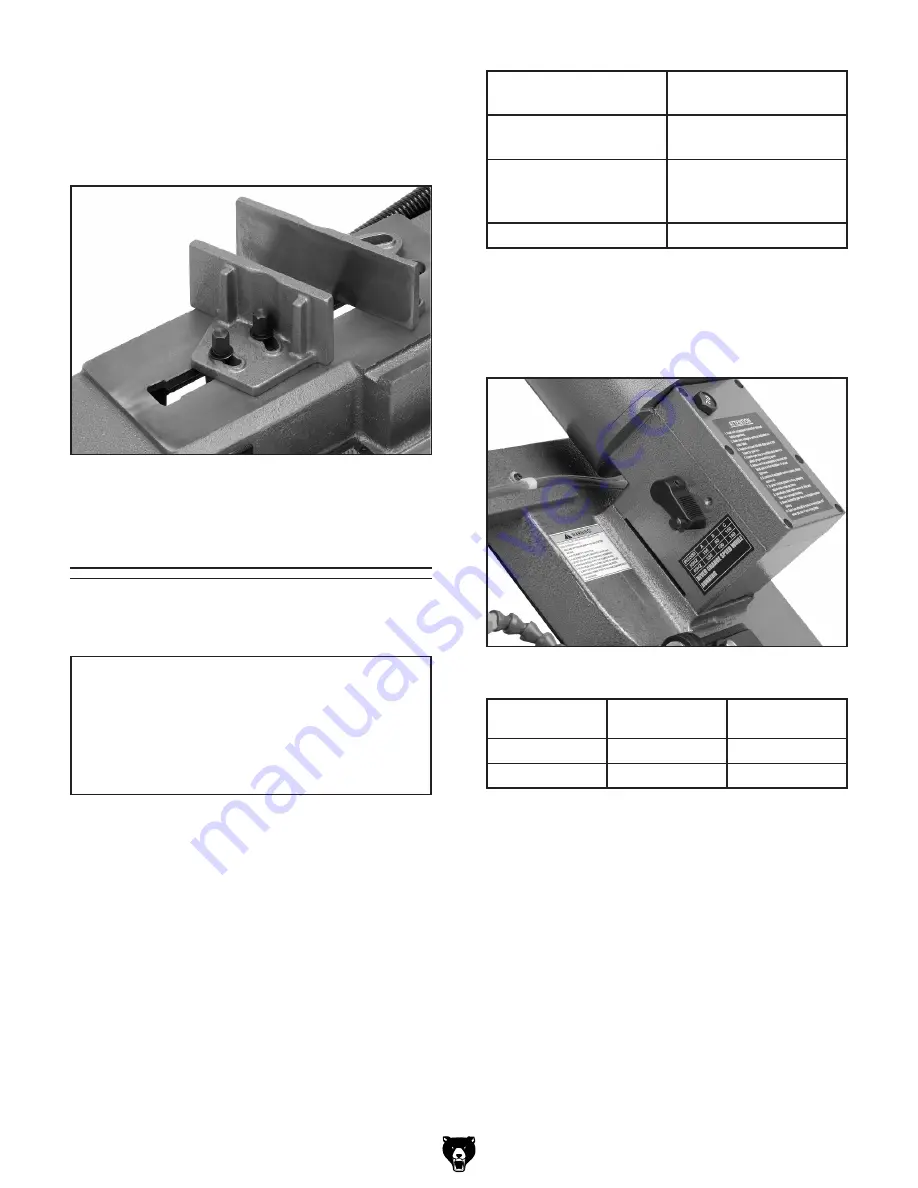
Figure 17
. Gear change lever.
3.
Pull up on the spring loaded lever and
move the lever into your chosen speed. (see
Figures 17 & 18
).
s
s
s
A
B
C
235
100
180
NOTICE
DO NOT change speeds when the motor
is running. Wait for the bandsaw to come
to a complete stop or you will damage the
gears.
The Model G4030 has these three blade speeds:
100, 180, and 235 FPM.
Figure 18
. G4030 Gear positions.
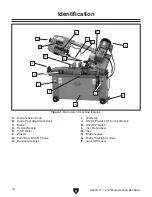
Figure 15.
Vise jaw lock-nut.
4.
Loosen the lock nut in
Figure 15
on the
opposite jaw so the jaw can float, and match
the angle of the workpiece.
5.
Tighten the vise against the workpiece.
Summary of Contents for G4030
Page 15: ...G4030 61 2 x 10 Metal Cutting Bandsaw 13 Hardware Recognition Chart...
Page 37: ...G4030 61 2 x 10 Metal Cutting Bandsaw 35 Parts Breakdown G4030...
Page 38: ...36 G4030 61 2 x 10 Metal Cutting Bandsaw Parts Breakdown G4030...
Page 39: ...G4030 61 2 x 10 Metal Cutting Bandsaw 37 Parts Breakdown G4030...
Page 47: ......







































































