





























-22-
G4030 6
1
⁄
2
" x 10" Metal-Cutting Bandsaw
The speed at which the saw blade will cut through
a workpiece is controlled by blade type, feed rate,
and feed pressure.
Note:
If a lubricant is used on the cut, the feed
rate can be increased by approximately 15%
.
To set the feed rate:
1.
Raise the headstock to the vertical position.
2.
Using a 14mm wrench, adjust the feed
pressure tension spring. Tighten enough
to remove play but not enough to apply
tension to the spring (see
Figure 22
).
Note:
This spring adjustment is an
initial setting. Depending on cutting
circumstances, you will have to fine-tune
the feed pressure with this adjustment.
Increasing the spring tension will reduce the
feed pressure.
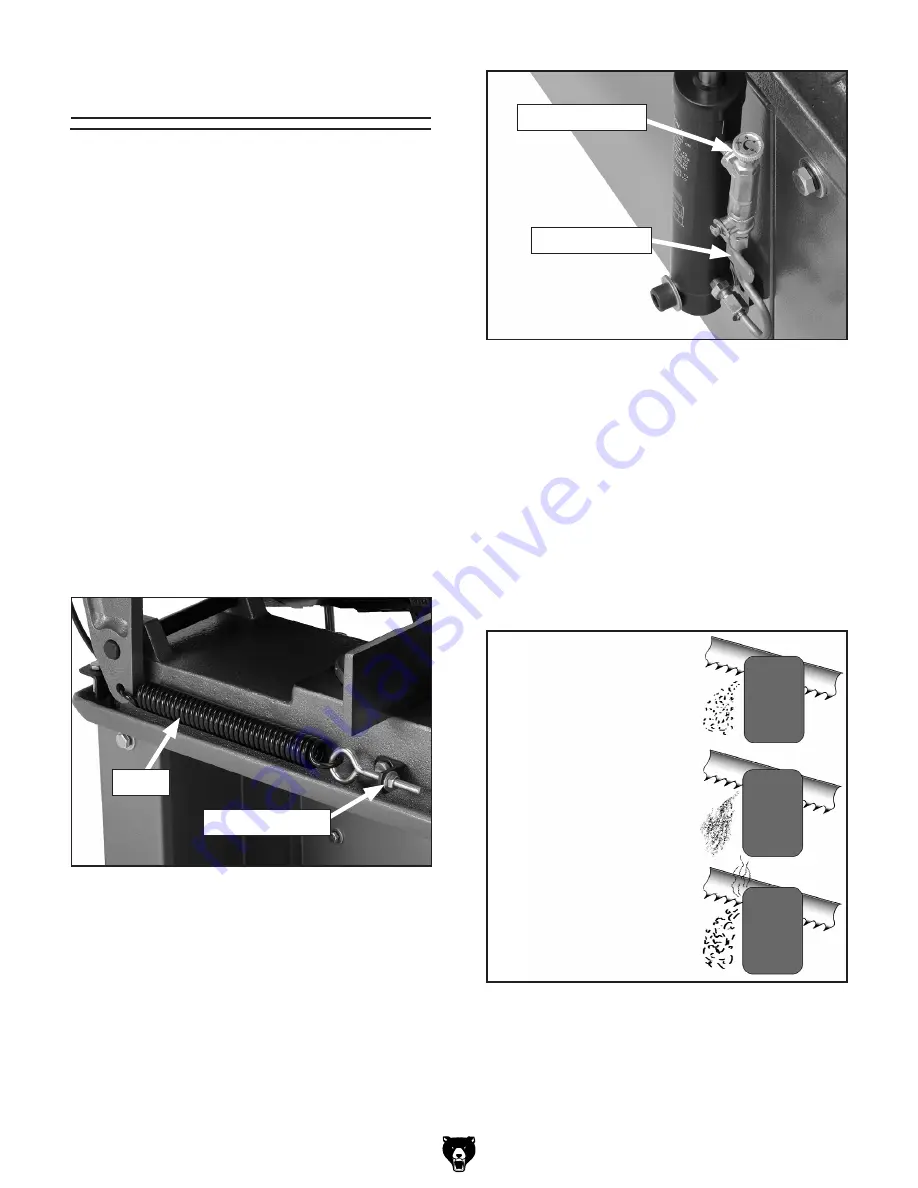
Figure 24.
Reading chip characteristics.
Chips are silvery,
thin, small, or
powdery: Increase
feed rate.
Chips are large,
curled, blue or
brown, or smoking:
Decrease feed rate.
Chips are width
of tooth, thin and
curled, and silvery:
Optimum speed and
feed rate.
Feed Rate
3.
Clamp the workpiece in the table vise.
4.
Close the feed ON/OFF valve to lock the
headstock and blade a few inches above the
workpiece (see
Figure 23
).
Figure 22
. Spring tension adjustment.
Spring
Adjustment Nut
Figure 23
. Feed rate dial.
Feed Rate Dial
ON/OFF Valve
5.
With the correct saw blade and blade speed
selected, turn the saw and lubricant pump
ON
.
6.
Slowly rotate the feed rate dial clockwise to
a slow feed rate until the saw begins to cut
the workpiece (see
Figure 23
).
7.
Observe the chips that exit the cut, and
increase or decrease the feed rate according
to the chip characteristics (see
Figure 24
).
Summary of Contents for G4030
Page 15: ...G4030 61 2 x 10 Metal Cutting Bandsaw 13 Hardware Recognition Chart...
Page 37: ...G4030 61 2 x 10 Metal Cutting Bandsaw 35 Parts Breakdown G4030...
Page 38: ...36 G4030 61 2 x 10 Metal Cutting Bandsaw Parts Breakdown G4030...
Page 39: ...G4030 61 2 x 10 Metal Cutting Bandsaw 37 Parts Breakdown G4030...
Page 47: ......







































































