





























GSK988T Turning CNC System User Manual
92
Ⅰ
Programming
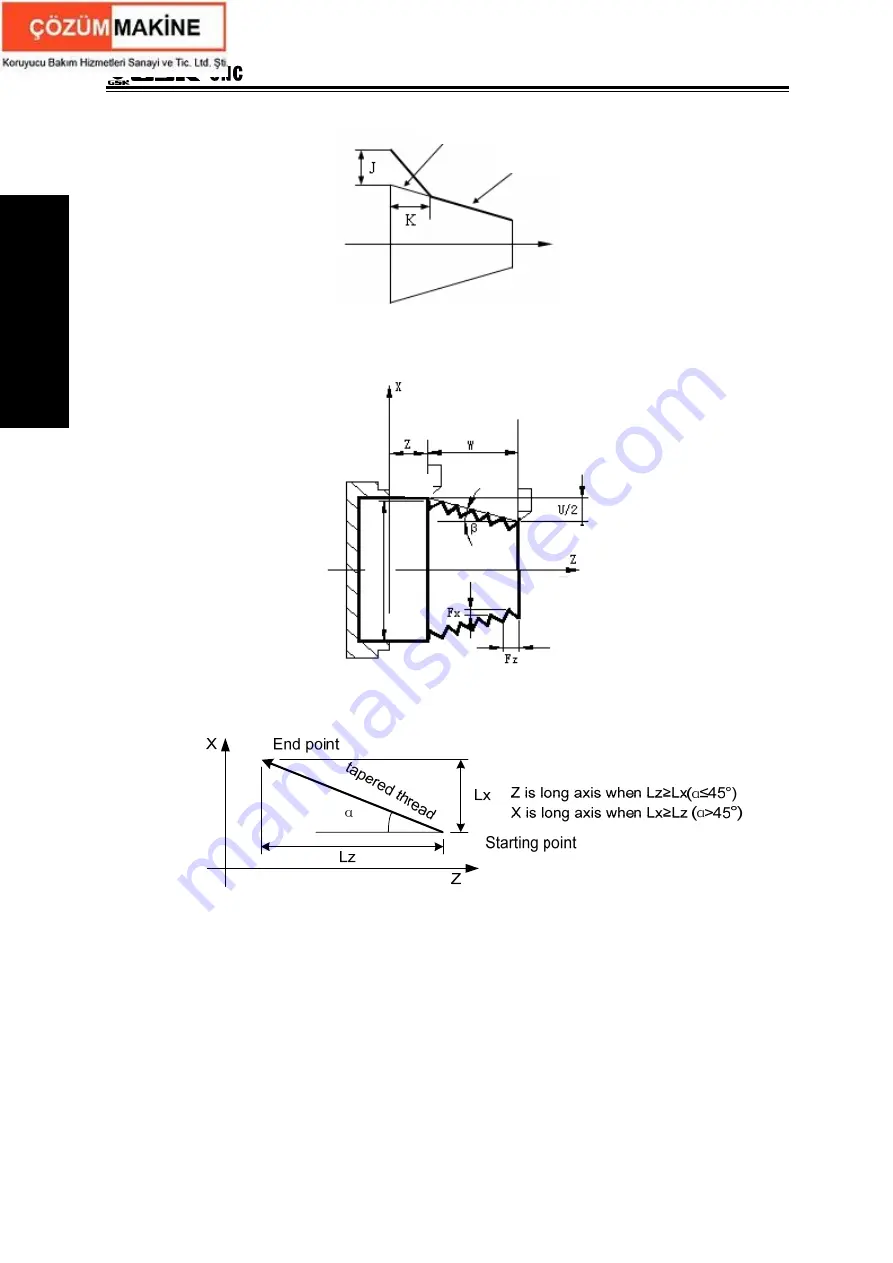
Fig. 2-54 thread run-out
Command path:
Difference between long axis and short axis:
Fig.2-56 long axis, short axis
Note 1: When the thread run-out, the short axis executes the thread run-out at the rapid speed, and the
long does it at the current thread cutting speed.
Note 2: J, K are modal. The thread run-out is previous J, K value when they are omitted in the next block in
continuous thread cutting. Their mode are cancelled when no thread cutting are executed;
Note 3: There is no thread run-out when J, or J, K are omitted; K=J is the thread run-out value when K is
omitted;
Note 4: There is no thread run-out when J=0 or J=0, K=0;
Note 5: The thread run-out value J=K when J
≠
0,K=0;
Note 6: There is no thread run-out when J=0 or K
≠
0;
Note 7: If the current block is for thread and the next block is the same, the system does not test the
spindle encoder signal per rev at starting the next block to execute the direct thread cutting, which
function is called as continuous thread machining;
Note 8: After the feed hold is executed, the system displays “Pause” and the thread cutting continuously
Fig.2-55 G32 path
Programmed end point of thread
Tool path
End
point
Current point
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































