




























GSK988T Turning CNC System User Manual
152
Ⅰ
Programming
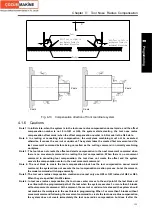
4.1.2 Imaginary tool nose direction
Suppose that it is generally difficult to set the tool nose radius center on the initial position as Fig.
4-3; suppose that it is easily set the tool nose on it as Fig. 4-4; The tool nose radius can be omitted in
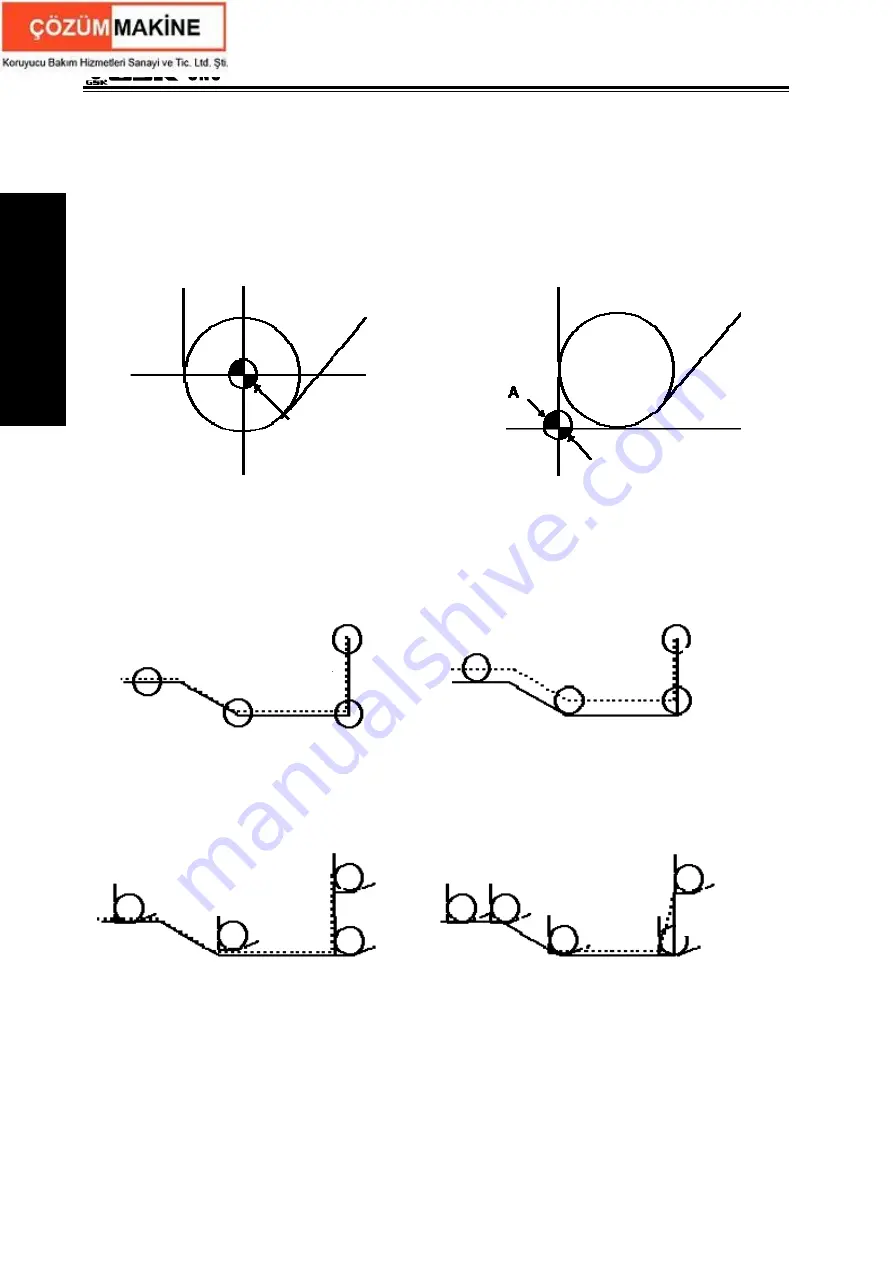
programming. Fig. 4-5 and Fig.4-6 correspond separately to the tool paths of tool nose center
programming and imaginary tool nose programming when tool nose radius is executed or not.
Fig. 4-5 Tool path in tool nose center programming
The tool is supposed to one point in programming but the actual cutting blade is not one ideal
point owing to machining technology. Because the cutting blade is not one point but one circular,
machining error is caused which can be deleted by tool nose circular radius compensation. In actual
machining, suppose that there are different position relationship between tool nose point and tool
nose circular center point, and so it must create correct its direction of imaginary tool nose.
From tool nose center to imaginary tool nose, set imaginary tool nose numbers according to tool
Tool nose path is the same as programming Finishing when using tool nose radius
path without using tool nose radius compensation compensation
Tool nose path is the same as programming Finishing when using tool
path without using tool nose radius compensation
nose radius compensation
Fig. 4-6 Tool path in imaginary tool nose programming
Fig. 4-4
Starting point
Starting point
Programming with tool nose center
Programming with imaginary tool nose
Programmed path
Programmed path
Tool nose
center path
Start compensation
Tool nose
center path
Programmed path
Start compensation
Imaginary tool
nose path
Programmed path
Imaginary tool
nose path
Fig. 4-3
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































