





























GSK988T Turning CNC System User Manual
286
Ⅱ
Operation
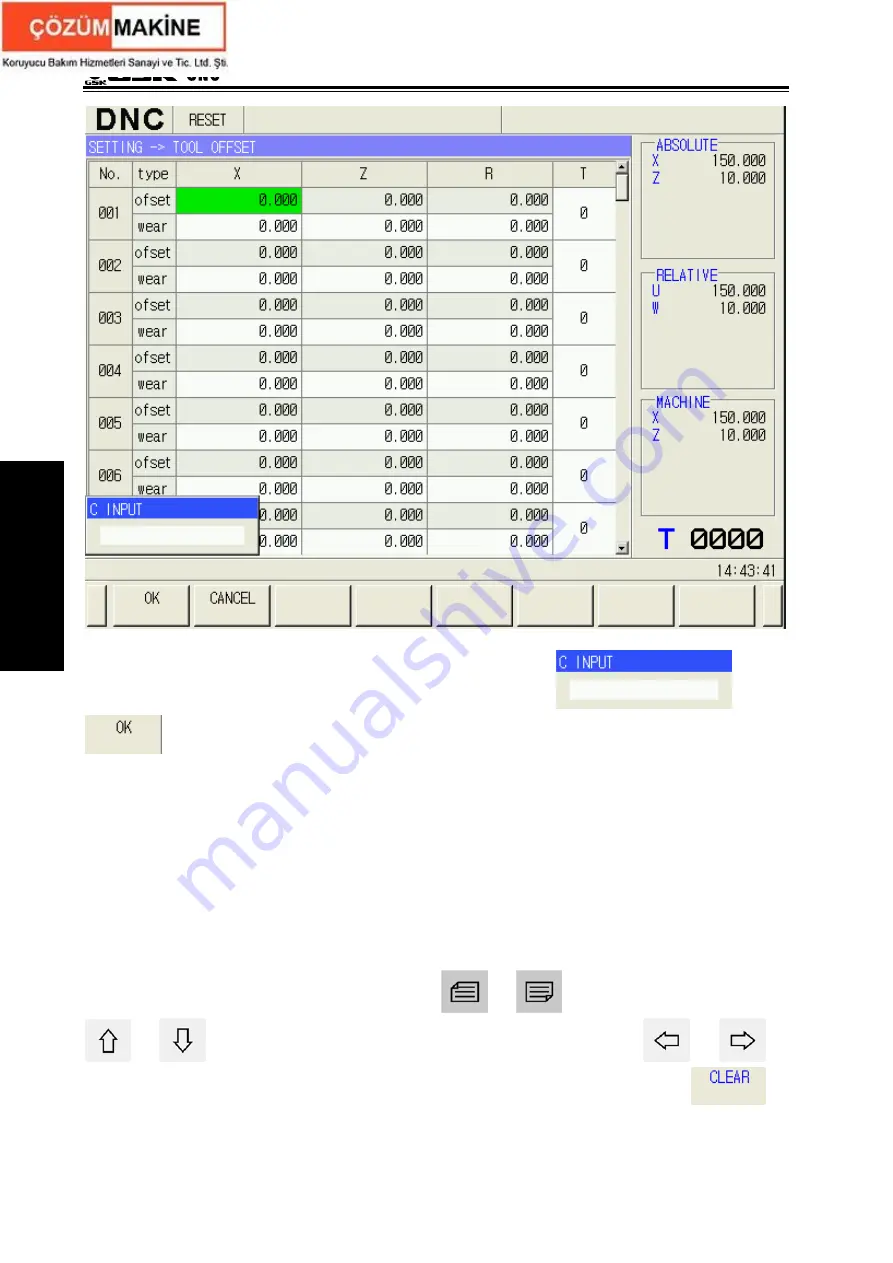
Fig.7-5
(
5
)
Input the coordinate axis name to be measured in
, press
for in-position measuring;
(
6
)
Then, calculate the offset value;
Press C input button to input the axial number.
If the cursor is on the tool offset box, the tool wearing value remains unchanged, write in the tool
offset value = the relative coordinate value – the tool wearing value;
If the cursor is on the tool wearing box, the tool offset value remains unchanged, write in the tool
wearing value = the relative coordinate value – the tool offset value.
7.1.5 Clearing the offset value or the wearing value
On the tool offset management window, press
or
to select the window, and press
or
to select the tool offset number to be rewritten, and press
or
to
select the tool offset Value, the wearing value or the tool number to be cleared; press
to
clear the selected tool offset value, the wearing value or the assumed tool nose direction number
relative to the axis.
Summary of Contents for 988T
Page 6: ...GSK988T Turning CNC System User Manual VI ...
Page 14: ...GSK988T Turning CNC System User Manual XIV ...
Page 15: ...Chapter 1 Programming Fundamentals 1 Ⅰ Programming Ⅰ PROGRAMMING ...
Page 16: ...GSK988T Turning CNC System User Manual 2 Ⅰ Programming ...
Page 194: ...GSK988T Turning CNC System User Manual 180 Ⅰ Programming ...
Page 195: ...Chapter Ⅰ Overview 181 Ⅱ Operation Ⅱ OPERATION ...
Page 196: ...GSK988T Turning CNC System User Manual 182 Ⅱ Operation ...
Page 217: ...Chapter Ⅲ Windows 203 Ⅱ Operation ...
Page 267: ...Chapter Ⅲ Windows 253 Ⅱ Operation Fig 3 51 Fig 3 52 ...







































































