

























24
OPTIONAL AUTOMATIC WELDING GUN POSITIONING SUPPORT STAND
ASSEMBLY PARTS BREAKDOWN, GP-175-030
ITEM PART NUMBER DESCRIPTION
QTY
1
KR-2000-A
VERTICAL 1-1/2" RACK ARM BRACKET
1
2
KR-2000-B
HORIZONTAL 1-1/2" RACK ARM BRACKET
1
3
GK-108-065
3/8"-16 x 1" HEX BOLT
2
4
GK-136-063
3/8" SPLIT LOCK WASHER
2
5
GK-108-076
3/8"-16 x 5/8" HEX BOLT
2
6
GPS-150-007
1-1/2" x 36" SPECIAL RACK ARM ASSEMBLY
1
7
GK-190-655
1-1/2" MICRO FINE ADJUSTABLE RACK BOX
2
8
GK-107-086
1/4"-20 x 2-3/4" SOCKET HEAD CAP SCREW
2
9
M6 x 20MM SOCKET HEAD CAP SCREW
2
10
GS-472-005
RACK BOX MOUNTING PLATE
1
11
GP-175-031-100 PNEUMATIC CYLINDER
1
12
GP-175-033
FLOW CONTROL VALVE
2
13
GP-175-032
24 VAC SOLENOID VALVE
1
14
GP-175-036
1/8" MALE TO 1/4" FEMALE ADAPTOR
1
15
GP-175-034
1/4" QUICK FIT, UNIVERSAL FITTING
2
16
GK-111-069
#4 FLAT WASHER
2
17
GK-112-098
#4-40 x 1-1/4" ROUND HEAD SCREW
2
18
4
19
GS-472-006
1-1/2" HORIZONTAL RACK ARM
1
20
GK-171-655
1-1/8" MICRO FINE ADJUSTABLE RACK BOX
1
21
GK-129-007
3/8" STAR LOCK WASHER
3
22
GK-166-183
1-1/8" SWIVEL CLAMP
2
23
GK-111-058
3/8" FLAT WASHER
3
24
GK-153-004
3/8"-16 FEMALE, ADJUSTABLE HAND LEVER
2
25
GK-153-002
1/4"-20 x 0.984" ADJUSTABLE HAND LEVER
1
26
GK-111-066
1/4" FLAT WASHER
1
27
GK-186-003
RIGHT ANGLED ADAPTOR CLAMP
1
28
GK-187-027
INSULATOR BUSHING
1
29
GK-187-026R
GUN HOLDER CLAMP, RIGHT HALF
1
30
GK-187-026L
GUN HOLDER CLAMP, LEFT HALF
1
31
GK-190-077
KNOB SCREW ASSEMBLY
2
32
GK-153-005
3/8"-16 x 1.575" ADJUSTABLE HAND LEVER
1
33
GK-187-051
LINK
1
34
GK-160-006
3/8"-16 x 2-1/2" CARRIAGE BOLT
1
35
GK-107-067
1/4"-20 x 2-1/4" SOCKET HEAD CAP SCREW
2
36
GK-171-047-1
1-1/8" x 12" RACK ARM ASSEMBLY
1
37
GK-160-010
3/8"-16 x 2-1/4" CARRIAGE BOLT
1
38
GK-181-032
STANDARD LONG CLAMP HALF
1
39
GK-181-031
STANDARD SHORT CLAMP HALF
1
40
GK-161-001
1/4"-20 x 2" WING SCREW
2
41
GP-175-035
1/8" VENTED PLUG
2
42
GK-150-089
3 PIN CABLE CONNECTOR
1
43
GK-191-P-071-B AUXILIARY RELAY ASSEMBLY
1
44
GP-175-026
AUXILIARY RELAY WIRING HARNESS
1
45
GK-156-017
WIRE CONNECTOR CRIMP TERMINAL (Not shown)
3
46
GK-156-019
WIRE CONNECTOR CRIMP TERMINAL (Not shown)
2
47
GK-156-042
WIRE CONNECTOR PIGGYBACK (Not shown)
2
48
GP-156-064
WIRE CONNECTOR, 2 POSITION FEMALE (Not shown)
1
Summary of Contents for GP-175-006
Page 2: ......
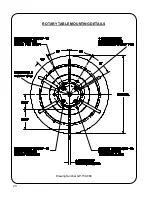
Page 22: ...20 Drawing Number GP 150 008 ROTARY TABLE MOUNTING DETAILS ...
Page 28: ...26 REVISIONS LIST September 2002 Overall First release ...
Page 30: ......
Page 48: ...T 18 GSP DRIVER BOARD SCHEMATIC GSP 2002 Drawing Revision E PCB Revision D ...
Page 49: ...T 19 GSP DISPLAY BOARD SCHEMATIC GSP 2003 Drawing number GK 191 224 ...




























































