























62
MAGYS 400-4 / 400 GR / 500 GR / 500 WS
NL
« HANDMATIGE » MODUS
Voor het instellen van uw lasapparaat dient u als volgt te handelen:
- Afhankelijk van de dikte van het lasstuk, kies de lasspanning met behulp van de twee schakelaars
- Pas de draadsnelheid aan met behulp van de draaiknop (2).
Alleen in de handmatige modus kan met deze functie de draadsnelheid, exact weergegeven op het display (10), nauwkeu-
rig ingesteld worden.
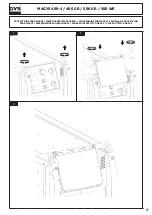
AANPASSEN VAN FABRIEKSINSTELLINGEN (FIG-5)
Het apparaat regelt de startsnelheid, burn back en post gas. Deze instellingen zijn in de fabriek ingebracht, maar het is mogelijk om ze direct op de
elektronische kaart te bewerken. Waarschuwing: deze procedure moet worden uitgevoerd door een gekwalificeerde elektricien.
BELANGRIJK: Koppel het apparaat los voordat u met het onderhoud begint.
0%
100%
50%
Fabrieksinstell
ingen
P1:
Afstellen van de startsnelheid, voor een zachtere aanpak om spatten tijdens de eerste kortsluitingen te voorkomen.
P2:
Afstellen van het Burn back. Deze functie voorkomt dat het draad gaat plakken aan de contactbuis.
P3:
Afstellen van Post gas. Afstellen van de periode waarin het gas het smeltbad blijft beschermen.
EXPERT INSTELLINGEN (VOLGENS DE 1090 NORM)
Om aan de eisen van EN 1090 norm te voldoen, is het mogelijk de spanning, de stroomsterkte en de draadsnelheid van het toestel te kalibreren.
Waarschuwing: het kalibreren moet door GYS of een gekwalificeerde technische dienst van de distributeur worden uitgevoerd.
Benodigde apparatuur: Ohmse belasting (Art. code: 060135), toerenteller (Art. code: 053953), voltmeter en ampèremeter (Art. code: 053984).
1/ Het kalibreren van de spanning en stroom (Fig-5) :
De draaiknoppen P4 (spanning) en P5 (stroom) zijn direct op de printplaat in te stellen.
2/ Kalibreren van de draadsnelheid (Fig-4) :
Toegang tot deze modus wordt verkregen door 3 sec. lang op de knop (1) te drukken Druk vervolgens 3 maal op de toets 1, zodat het display «Fc3»
aangeeft. U kunt nu uw draadsnelheid met +/- 10% kalibreren in stappen van 1% met behulp van de toetsen (5) en (7). Druk op de toets (1) om
deze modus te verlaten, het display geeft « END » aan.
VERBORGEN MODUS (FIG-4)
Met de verborgen modus kunnen de volgende functies ingesteld worden :
- Gutsen (Magys 500 GR / 500 WS) «Fc0»
- Keuze draaiknop draadsnelheid (alleen voor de Magys 400 GR / 500 GR / 500 WS) «Fc1»
- toestaan/verbieden van materialen «Fc2»
- Kalibreren van de draadsnelheid (zie hieronder : instellingen expert) «Fc3»
Toegang tot deze modus wordt verkregen door 3 sec. lang de knop (1) ingedrukt te houden De display toont « Fc0 » , « OFF ».
Druk nogmaals op de toets (1) om toegang te krijgen tot het modus Gutsen.
Guts modus : (Magys 500 GR / 500 WS) (Fc0)
Bovenste display toont « Arc », « Air » en de onderste display toont « OFF ».
Om de stroomgenerator te activeren, drukt u op de toets 5. Het scherm geeft « Arc », « Air », « On » aan.
LET OP: Als de huidige stroomgenerator geactiveerd is, is het uitgaand vermogen van het lasapparaat beschikbaar. Leg de toorts niet op de grond, in
contact met metalen voorwerpen, en gebruik een beschermende uitrusting,...
Om de stroomgenerator uit te schakelen, druk op toets 5. Om de gutsen modus te verlaten, drukt u op het knopje 1. Met het verlaten van deze functie
verlaat u ook de verborgen modus, de display geeft «END» aan.
Guts procedure :
- Zet de schakelaar op maximaal,
- open de luchttoevoer,
- het contact tussen de elektrode en het werkstuk veroorzaakt een kortsluiting. Er ontstaat onmiddellijk een smeltbad en de lucht uit de toorts pro-
jecteert het metaal in het smeltbad.
- het laswerk vordert door te duwen, in tegenstelling tot het MMA lassen.
Houdt voor een optimaal gebruik altijd 100-150 mm tussen de elektrode tip en de guts-klem.
De toorts is verbonden met de generator aan de achterzijde van het product, met de + pool voor staal en RVS elektroden. De koperen elektroden
kunnen op beide polen aangesloten worden. De nikkel elektroden op de - pool aansluiten. Sluit het aardklem op dezelfde wijze aan als voor het lassen.
Het is belangrijk om de instructies op de elektrodenverpakking op te volgen.
Deze operatie vereist een verplichte PBM!







































































