





























17/43
Empfohlene Schweißeinstellungen/ Electrode schleifen
Strom (A)
Ø Electrode (mm)
= Ø Zusatzdraht
Ø Düse (mm)
Gasströmung
(Argon L/mn)
0,5-5
10-130
1,6
8,7
6-7
4-7
130-190
2,4
11
7-8
Um einen optimalen Schweißverlauf zu gewährleisten, nutzen Sie nur Elektroden, welche nach folgendem Vorbild
geschliffen wurden:
d
l
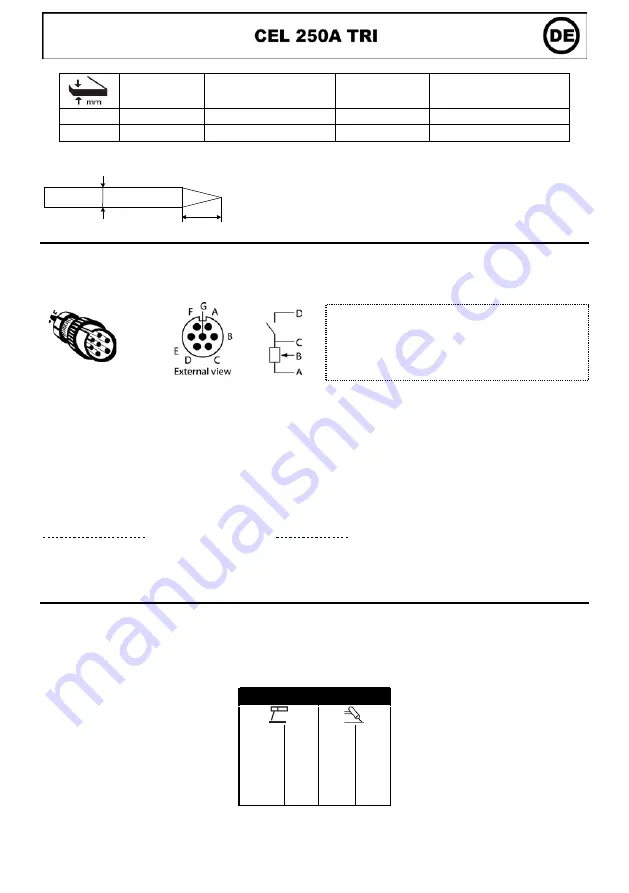
ANSCHLUSS FÜR FERNSTEUERUNG
Die Fernregelung funktioniert im WIG- und im E-Hand-Modus.
Das CEL 250 A TRI verfügt über einen Anschluss für eine Fernregelung. Der passende 7-polige Stecker (Zubehör
Art.-Nr. 045699) ermöglicht Ihnen den Anschluss einer Fernbedienung (RC) oder Fußfernregelung (PED).
Verkabelung siehe Zeichnung:
Anschluss:
1- Gerät anschalten
2- Fussfernreglung oder Handfernbedienung an das Gerät anschliessen
3- Die digitale Anzeige zeigt « NO » an
4- Mit den Tasten
wählen Sie den Typ der Fernsteuerung aus:
No « RC »
(Handfernbedienung / Remote Control)
PEd (Fussfernsteuerung)
5- Nach 2 Sekunden blinkt die digitale Anzeige nicht mehr. Die Stromstärke in Ampere wird angezeigt.
Im Falle eines Fehlers die Fernsteuerung trennen. Mit „No“ zeigt das Gerät an, dass nichts angeschlossen ist.
Bemerkung: Diese Anzeige erscheint bei jedem Neustart
Fernsteuerungsbetrieb
Hand Fernbedienung (Zubehör Art.-Nr. 045675) / Fussfernregler (Zubehör Art.-Nr. 045682) :
Die Fernbedienung ermöglicht die Fernsteuerung des Schweißstroms ab der minimalen Stromstärke (DC: 10 A /
MMA: 10A) bis zu der durch den Anwender eingestellten maximalen Stromstärke. In dieser Einstellung sind alle Modi
und Funktionen des Gerätes verfügbar und können reguliert werden.
TERMISCHE ÜBERWACHUNG & EINSCHALTDAUER
•
Thermischer Schutz: thermische Schutzanzeige schaltet ein und die Kühlzeit ist ungefähr 2 bis 5 Minuten
entsprechend externer Temperatur aktiv.
•
Lassen Sie die Maschine, nach Schweißende zwecks abkühlen. am Netzspannung angeschlossen.
•
Die Schweißmaschinen sind unter: Geräte mit konstantem Strom- Ausgang beschrieben Die Einschaltdauerzeiten,
die der Norm EN60974-1 entsprechen (bei 40°C inerhalb von 10min ), sind in den Tabelen unten erfasst
CEL 250A TRI
X% @
I
max X% @ I max
25%
250A 35% 250A
60%
180A 60% 200A
100% 160A 100% 180A
Anmerkung: der Wärmetest ist bei der Raumtemperatur durchgeführt worden.Die Arbeitszyklen bei 40°C sind durch
Simulation festgestellt worden.
L = 3 x d für niedrigen Schweißstrom
L = d für hohen Schweißstrom
L
D: Start/Stop Kontakt
C: Masse
B: Regelung
A: + 5V
NB: Der Wert des Poti muss 10 K
Ω
sein
Ref.045699







































































