
























46
GYSPOT INVERTER PTI.G
EN
The use of other cooling liquids, especially standard automotive liquid, can lead, through electrolysis, to the accumulation of solid deposits in the coo-
ling system, reducing the cooling, and may even lead to system block. Any damage to the machine caused by the use of another coolant is excluded
from the warranty.
Using purely the recommended coolant provide antifreeze protection down to -20°C (-4°F). It can be diluted, but only by using de-ionised water; do
not use tap water to mix with the coolant! In all cases, at least one 10-litre bottle must be used to provide minimum protection for the cooling system.
30 litres of liquid
protection antifreeze down to -20°C (-4°F)
20 litres of 10 litres of deionised water
protection antifreeze down to -13° (9°F)
10 litres of 20 litres of deionised water
protection antifreeze down to -5° (23°F)
Any damage resulting from frost will not be covered by the warranty.
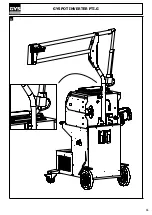
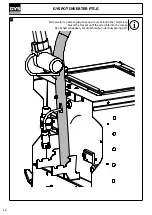
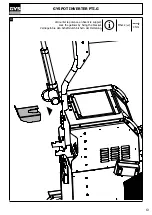
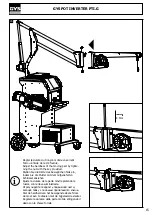
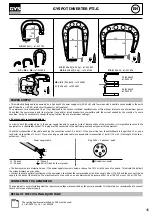
To refill the cooling liquid tank, proceed as follows :
- Put the pneumatic clamp on its support.
- Use the spout provided for filling.
- Pour 30 litres of liquid to reach half of the level indicated.
Safety data concerning the liquid:
- in case of contact with eyes, remove contact lenses if worn and rinse thoroughly using clear water for several minutes. Seek medical
advice.
- in case of contact with the skin, clean thoroughly using soap and remove any contaminated clothing immediately. Seek medical
advice if the skin gets irritated.
- in case of the liquid being swallowed, rinse the mouth abundantly using clear water. Drink plenty of water. Seek medical advice.
Maintenance : See chapter «PRECAUTIONS AND MAINTENANCE».
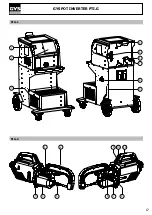
STARTING THE MACHINE
• Start the machine by switching the switch on ON (Fig 1 - 7), and stop it by switching to OFF.
Warning! Never disconnect the power supply
when the welding electrical distribution is in operation.
The PCB inside the machine starts a test cycle and initiate the settings which takes
around 10 seconds. At the end of that cycle, the machine is ready to be used.
• As soon as the machine is powered, the liquid starts circulating in the cables. check for potential leaks.
MAN TO MACHINE INTERFACE
2
5
7
6
3
4
1
1
Button
4
Saving the settings
• Push briefly the button to choose between the modes clamp, gun or
«clamp settings».
• Push the button for 2 seconds to return to the «normal» mode from
all the other modes.
• Push the button for 2 seconds to reset the spot count when it is on
display.
• Push the button for 2 seconds to return to the «Settings» menu.
• Push briefly twice to erase the log displayed in the log view mode.
• Push briefly the button, in the programs saving mode, erase the
program selected.
• Button
is used to save a machine setting (these are the settings
that have been adjusted through the manual mode : current, duration
and tightening).
• Button
is used to re-establish a setting saved previously under
the same name. The machine starts automatically in manual mode
using the welding settings (current, duration and tightening) and the
tool (clamp or gun saved).
2
Saving a report
5
Setting the thickness of the plate
This function is detailed in the corresponding chapter.
Button
activates or deactivates the creation of a report.
Button
is used to view the points completed.
The value to be entered is in relation to the thickness of the sheets
being welded on. The selection of the thickness is done using the +
and - buttons, the different thicknesses available are 0.6, 0.8, 1.0, 1.2,
1.5, 1.8, 2.0, 2.5 and 3.0 mm.
Summary of Contents for PTI.G
Page 7: ...7 GYSPOT INVERTER PTI G M5 x 12 4 N m 7 8 M8x16 x4 M5x12 x2 20 N m 4 N m...
Page 11: ...11 GYSPOT INVERTER PTI G 12...
Page 17: ...17 GYSPOT INVERTER PTI G FIG 1 FIG 2 3 4 5 1 9 10 11 7 8 6 2 6 7 1 2 3 8 9 5 4...
Page 52: ...118 SAS GYS 1 rue de la Croix des Landes CS 54159 53941 SAINT BERTHEVIN Cedex FRANCE...







































































