






















47
GYSPOT INVERTER PTI.G
EN
3
Using the different modes
6
Setting the type of plate
Button
is used to move through the different welding modes. A
prolonged push on the mode button activates the settings mode used
to select the language, set the date and activate the warning sound for
«current too low» or «pressure too low». Buttons ( or ) are used
to navigate through and select the value that needs to be adjusted,
and then b and - are used to increase or decrease that value.
This setting is used to specify the type of metal plate being welded on,
the different choices are : coated steel, HLE/THLE steel, UHLE steel
and bore/USIBOR steel. This setting can also be adjusted using the +
and – buttons.
7
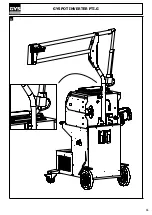
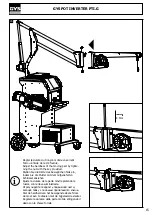
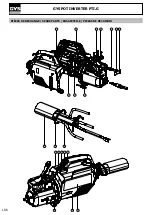
Setting up the arm
SETTING UP THE G CLAMP
Lock the G arm in place using the lever (FIG 2 - 1).
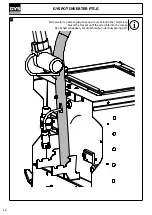
Use the
button in order to select the clamp setting function. The «clamp setting» function is used to
close the clamp and to apply the pressure pre-selected at the electrodes without power going through. The
clamp remains closed while the trigger is pressed. This function is designed to verify the centering of the end
bits.
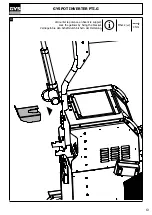
Push the button
for 2 seconds to return to the AUTO mode.
For the GYSPOT PTI.G, always ensure to be in that mode to stop the pump when changing the arms. The
electrode retracts into the clamp. The red indicator on the button (FIG 2 - 12) lights up when the pump
stops.
THE DIFFERENT WELDING MODES
For all the models :
The buttons ( or ) are used to select the settings that need to be adjusted. Each adjustment is done by pressing the side
keys + and –.
The button (FIG 2 -12) on the clamp is used to remotely adjust the welding settings (thickness, type of steel) :
- Long push : change of setting (to go from one setting to another)
- Short push : modification of the value
This button does not allow to change the arm on the screen. To change the arm (G1 to G2 for instance), the user must use the machine keypad.
Insufficient network pressure :
If the input pressure is insufficient to provide the correct pressure, the machine shows an error message before the weld «Insufficient network
pressure» . Pressing the trigger a second time is used to «force» the spot weld using the available pressure.
Low current :
If the current obtained during the spot weld is below the expected value (<6 %), the machine displays «low current» after the weld which means
that the weld must be checked.
In any case, a message is displayed at the end of the weld indicating the current and pressure measured. This message remains on display on the
screen until the user pushes a button on the keypad or carries on welding (FIG 2 - 11).
The welding conditions must be reviewed at the start of each new job. «Test» weld spots must be carried out on metal panels
or sheets similar to the new job being undertaken. Carry our two spot weld with appropriate space in between, in line with the
requirement of the job. Test the strength of the second weld. The test is successful if, when pulling the spot out, the panel breaks
and the centre is extracted. The centre must have a minimum diameter in line with the specifications of the make of the vehicle.
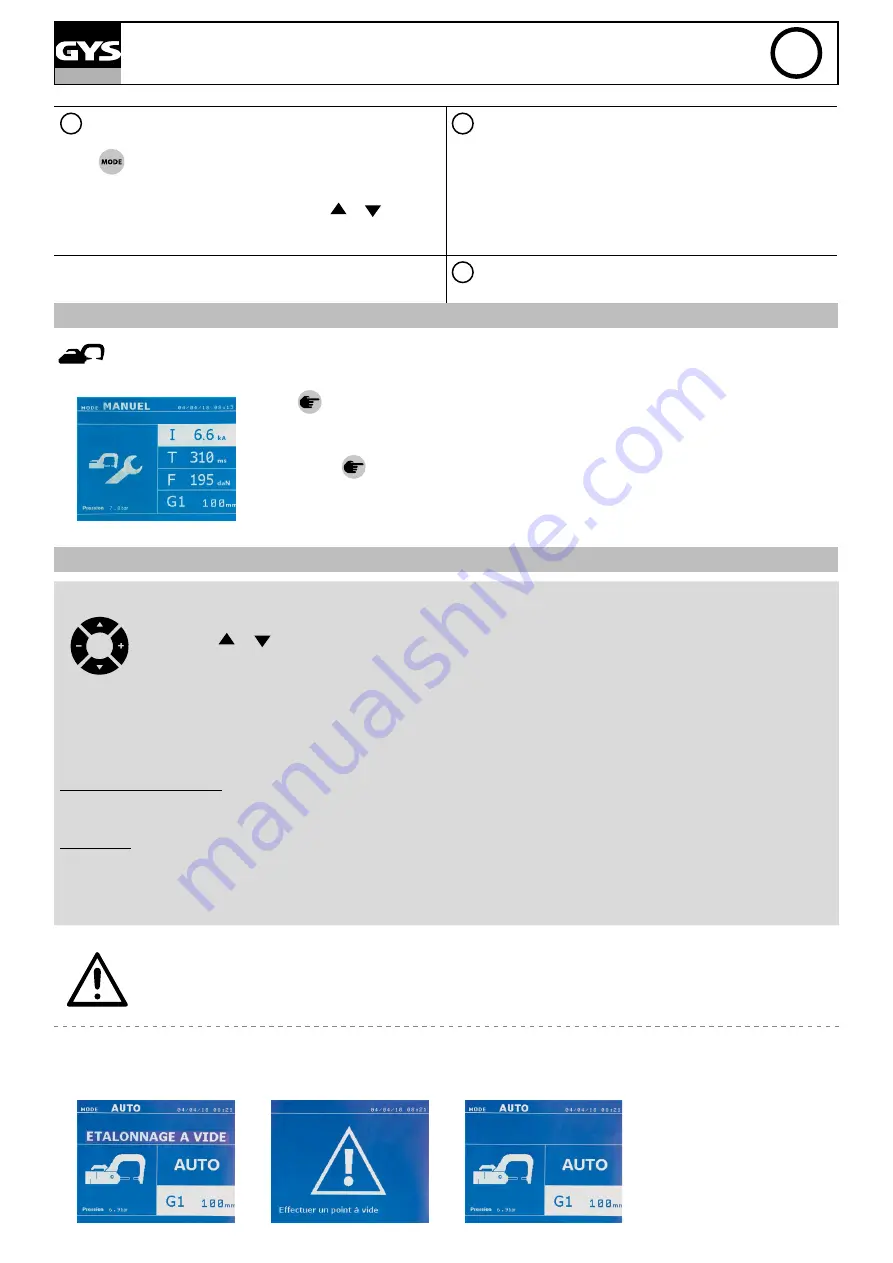
AUTO mode
This mode is displayed by default when the machine starts.
This mode is used to weld sheets/panels without having to specify any settings on the screen. The machine
sets the appropriate settings automatically.
Summary of Contents for PTI.G
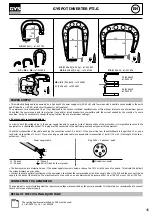
Page 7: ...7 GYSPOT INVERTER PTI G M5 x 12 4 N m 7 8 M8x16 x4 M5x12 x2 20 N m 4 N m...
Page 11: ...11 GYSPOT INVERTER PTI G 12...
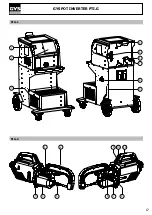
Page 17: ...17 GYSPOT INVERTER PTI G FIG 1 FIG 2 3 4 5 1 9 10 11 7 8 6 2 6 7 1 2 3 8 9 5 4...
Page 52: ...118 SAS GYS 1 rue de la Croix des Landes CS 54159 53941 SAINT BERTHEVIN Cedex FRANCE...







































































