





























33
TITANIUM 400 AC/DC
EN
Settings
Designation
Adjustable
settings
TIG DC
TIG AC
TIG
Synergic
Recommendations
Standard
Smooth current
-
-
Pulsed
Pulse current
-
-
Fast
Pulsed
Inaudible
pulsed current
-
-
-
Spot
Smooth poin-
ting
-
-
Tack
Pulse pointing
-
-
-
Multi
SPOT
Repeated
smooth pointing
-
-
Multi TACK Repeated pul
-
sed pointing
-
-
-
AC MIX
Mixing current
AC and DC
-
-
-
Type of materials
Fe, Al, etc.
-
Choice of the material to be welded
Diameter of the Tungsten
electrode
1 - 4 mm
Choice of electrode diameter. Allows to refine HF
priming currents and synergies.
Type of priming
HF - LIFT
Select Starting Function. In ADVANCED display mode,
the HF is adjustable in time [0.01s; 3s] and voltage
indexed from [0;+10].
Trigger mode
2T - 4T -
4TLOG
Choice of trigger welding management mode.
Constant energy welding
ON - OFF
-
Constant energy welding mode with correction of arc
length variations
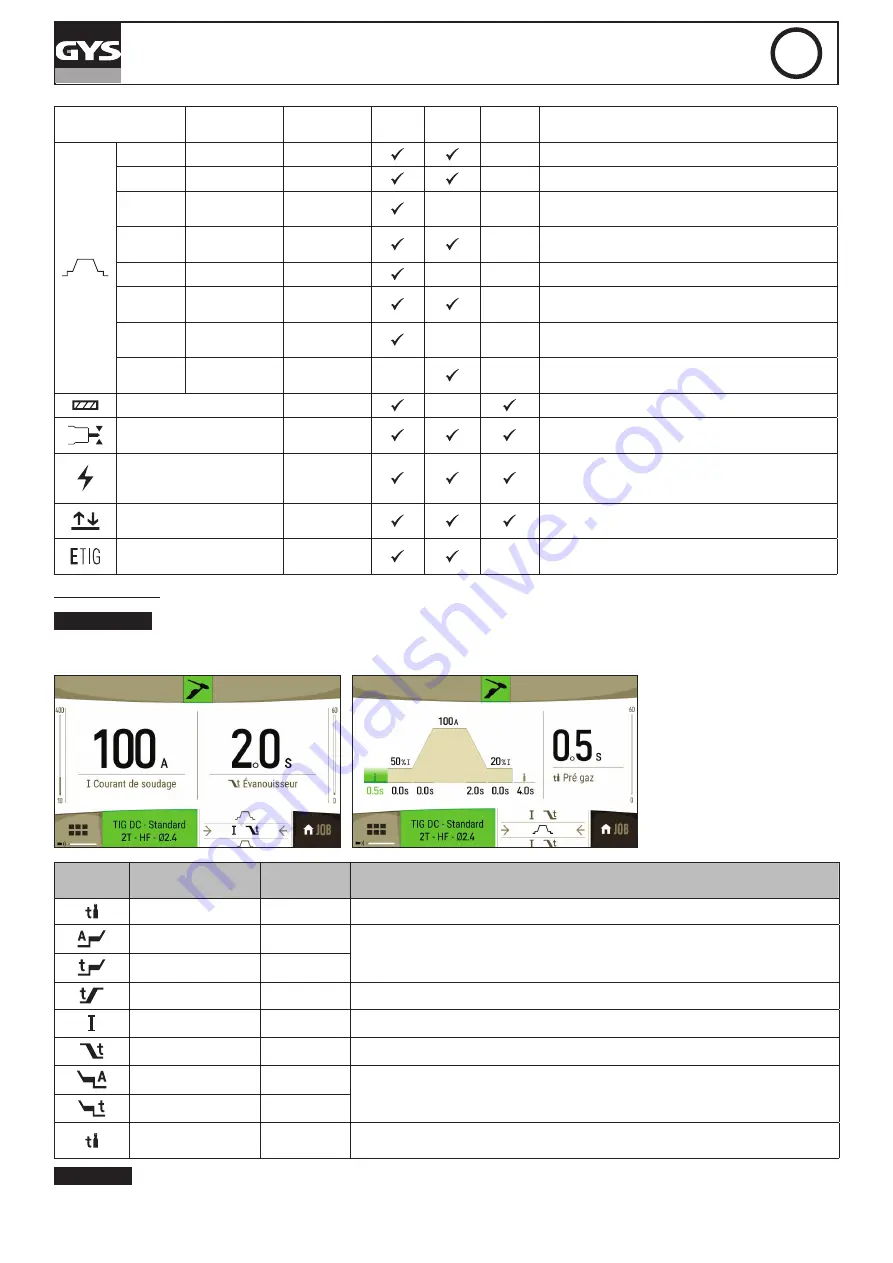
TIG DC WELDING
TIG DC - Standard
The TIG DC Standard welding process allows high quality welding on most ferrous materials such as steel, stainless steel, but also copper and its
alloys, titanium... The many possibilities of current and gas management allow you to perfectly control your welding operation, from priming to final
cooling of your welding rod.
Settings
Designation
Adjustable
settings
Description & advice
Pre-gas
0 - 60 sec.
Time to purge the torch and to protect the area with gas before ignition
Starting current
10 - 200 %
This starting bearing current is a phase before the current rise ramp.
Starting time
0 - 10 sec.
Rising current
0 - 60 sec.
Current rise ramp.
Welding current
3 - 400 A
Welding current.
Downslope
0 - 60 sec.
Downslope current.
End current
10 - 200%
This stopping stop current is a phase after the current descent ramp.
End duration
0 - 10 sec.
Post-gas
0 - 60 sec.
Duration for which gas is released after the arc has stopped. It protects the weld pool
and the electrode against oxidisation when the metal is cooling down.
TIG DC - Pulse
This pulsed current welding mode is a combination of high current pulses (I, welding pulse) and low current pulses (I_Cold, part cooling pulse).
This pulse mode allows to assemble pieces while while keeping the machine cooler.







































































