





























FR
19
Manuel d’utilisation
WF 35
Notice originale
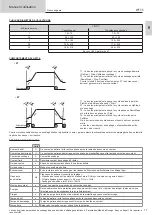
RÉGLAGE DE L’INTENSITÉ DE SOUDAGE
Les réglages qui suivent correspondent à la plage d’intensité utilisable en fonction du type et du diamètre d’électrode. Ces plages sont assez larges
car elles dépendent de l’application et de la position de soudure.
Ø d’électrode (mm)
Rutile E6013 (A)
Basique E7018 (A)
1.6
30-60
30-55
2.0
50-70
50-80
2.5
60-100
80-110
3.15
80-150
90-140
4.0
100-200
125-210
5
150-290
200-260
6.3
200-385
220-340
RÉGLAGE DE L’ARC FORCE
Il est conseillé de positionner l’Arc force en position médiane (0) pour débuter le soudage et l’ajuster en fonction des résultats et des préférences de
soudage. Note : la plage de réglage de l’arcforce est spécifique au type d’électrode choisi.
GALETS (B) EN OPTION
Diamètre
Référence (x2)
Diamètre
Référence (x2)
Acier
Aluminium
Fil fourré
ø 0.6/0.8
042353
-
ø 0.9/1.2
042407
ø 0.8/1.0
042360
042377
ø 1.0/1.2
046849
040915
KIT DÉBITMÈTRE EN OPTION
Le kit débitmètre (réf. 073395) permet de régler et contrôler précisément le flux de gaz en sortie de
torche, quand celui-ci est branché sur un réseau de gaz. La pression de gaz du réseau doit être stable et
comprise entre 2 et 7 bars. Le débit peut être réglé entre 3 et 30 l/min.
CHARIOT EN OPTION
075498
ANOMALIES, CAUSES, REMÈDES
SYMPTÔMES
CAUSES POSSIBLES
REMÈDES
Le débit du fil de soudage n’est pas constant.
Des grattons obstruent l’orifice
Nettoyer le tube contact ou le changer re
-
mettre du produit anti-adhésion.
Le fil patine dans les galets.
Remettre du produit anti-adhésion.
Un des galets patine.
Vérifier le serrage de la vis du galet.
Le câble de la torche est entortillé.
Le câble de la torche doit être le plus droit
possible.
Le moteur de dévidage ne fonctionne pas.
Frein de la bobine ou galet trop serré.
Desserrer le frein et les galets
























































