




























EN
31
User manual
WF 35
Translation of the original
instructions
WELDING PROCESSES
• Standard
This standard MMA welding mode is suitable for most welding applications. It enables welding with all types of coated, rutile, basic and cellulosic
electrodes, as well as on all materials: steel, stainless steel and cast iron.
• Pulse
The pulsed MMA welding mode is suitable for upright (PF) applications. The pulsed setting keeps the weld pool cold while promoting material transfer.
Without pulsing, vertical upward welding requires a ‘Christmas tree’ movement, i.e. a difficult triangular movement. Thanks to Pulsed MMA welding,
it is no longer necessary to perform this movement. Depending on the thickness of your workpiece, a straight upward movement should suffice.
However, if you want to enlarge your weld pool, a simple sideways movement similar to downheld welding is sufficient.. In this case, you can set the
frequency of your pulsed current on the display screen. This method offers greater control of the vertical welding operation.
CHOOSING COATED ELECTRODES
• Rutile electrodes: very easy to use in any position.
• Basic electrodes: it can be used in all positions and is suitable for safety work due to its increased mechanical properties.
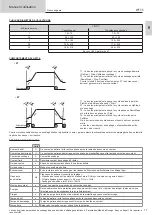
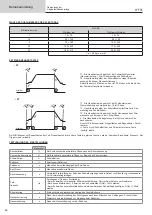
CONFIGURING THE SETTINGS
Units
Arc Force
Arc Force is an overcurrent administered to prevent sticking when the electrode or weld bead touches the weld
pool.
Welding current
A
The welding current is determined by the type of electrode chosen (see electrode packaging).
Duration of Hot Start
s
Hot Start is an overcurrent at the ignition stage which prevents the electrode from sticking to the workpiece. The
intensity (% of welding current) and the time (seconds) can be programmed.
Pulse
frequency
Hz
PULSE mode’s PULSING frequency.
Percentage Hot Start
%
Hot Start is an overcurrent at the ignition stage which prevents the electrode from sticking to the workpiece. The
intensity (% of welding current) and the time (seconds) can be programmed.
Percentage I cold
%
Cold weather
s
Access to some of the welding parameters depends on the selected display mode: Settings/Display mode: Easy or Expert. Refer to the HMI ma
-
nual.
ADJUSTING THE WELDING INTENSITY
The following settings correspond to the applicable current range depending on the type and diameter of the electrode used. These ranges are quite
large as they depend on the usage and the welding position.
electrode Ø (mm)
Rutile E6013 (A)
Basic E7018 (A)
1.6
30-60
30-55
2.0
50-70
50-80
2.5
60-100
80-110
3.15
80-150
90-140
4.0
100-200
125-210
5
150-290
200-260
6.3
200-385
220-340
ADJUSTING THE ARC FORCE
It is advisable to set the Arc Force to the middle position (0) to start welding and then adjust it according to the results obtained and individual welding
preferences. Note: The adjustment range of the Arc Force is specific to the type of electrode chosen.
ROLLERS (B) OPTIONAL
Diameter
Reference (x2)
Diameter
Reference (x2)
Steel
Aluminum
Flux-cored wire
ø 0.6/0.8
042353
-
ø 0.9/1.2
042407
ø 0.8/1.0
042360
042377
ø 1.0/1.2
046849
040915
























































