




























DE
43
Betriebsanleitung
WF 35
Übersetzung der
Originalbetriebsanleitung
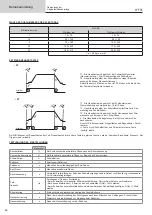
Pausenzeit
s
Die Stopp-Stromstufe ist eine Phase nach der Stromabstiegsrampe.
Startzeit
s
Start-Stromstufe vor der Stromanstiegsrampe.
Kaltanteil
%
Zeitanteil des Impuls-Heißstroms (I)
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
MANUELLE GASSPÜLUNG
Das Vorhandensein von Sauerstoff im Brenner kann zu einer Verschlechterung der mechanischen Eigenschaften führen und eine Verringerung der
Korrosionsbeständigkeit zur Folge haben. Um das Gas aus dem Brenner zu spülen, halten Sie die Drucktaste 1 gedrückt und befolgen Sie die Anwei
-
sungen auf dem Display. Beachten Sie die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSMODUS MMA (SMAW)
ANSCHLUSS UND HINWEISE
Siehe Anleitung für die Stromquelle.
PROZESSPARAMETER
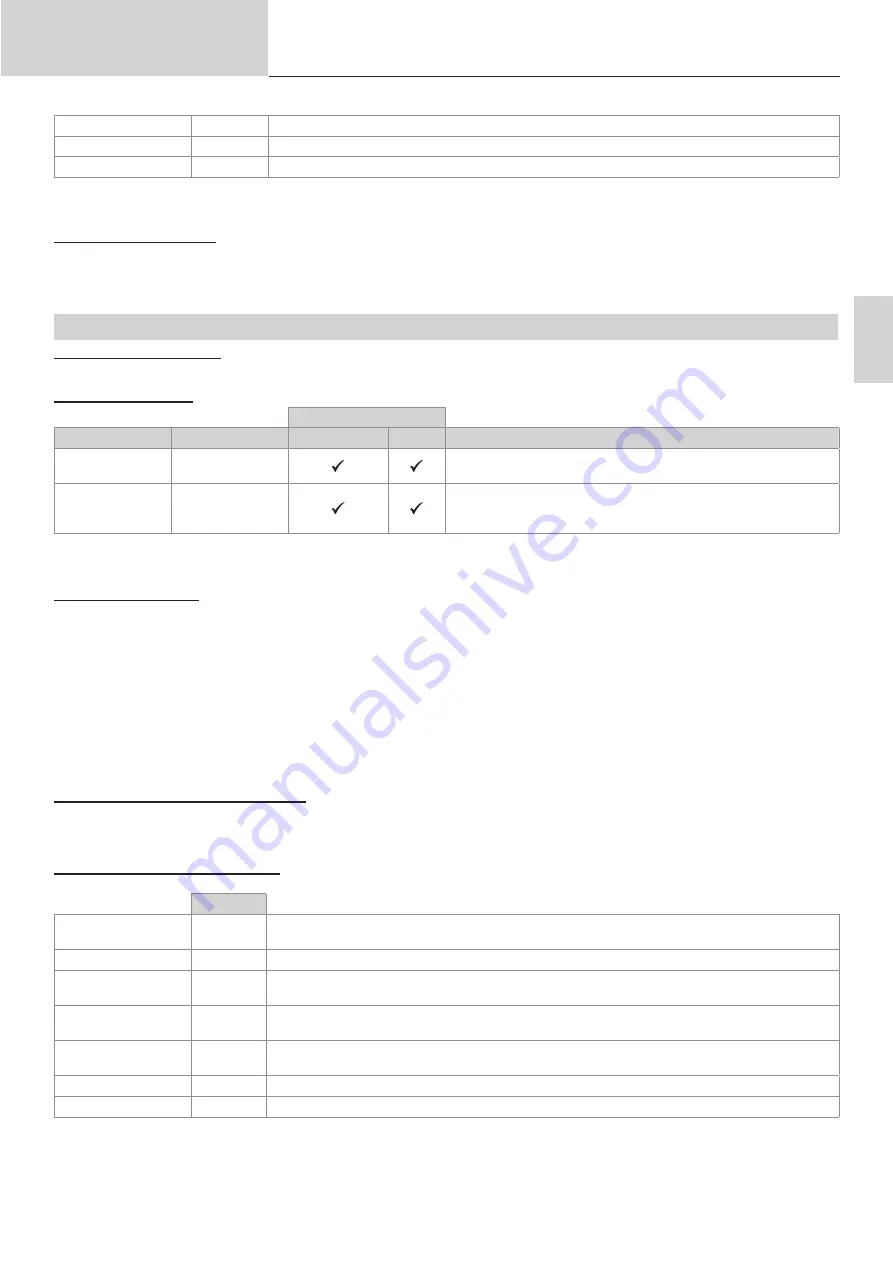
Schweißverfahren
Parameter
Einstellungen
Standard
Puls
Elektrodentyp
Rutil
Basisch
Der Elektrodentyp bestimmt je nach verwendetem Elektrodentyp spezi
-
fische Parameter, um die Schweißprozess zu optimieren.
Anti-Sticking
ON - OFF
Die Antihaft-Funktion wird empfohlen, um die Elektrode sicher zu ent
-
fernen, wenn sie am zu schweißenden Werkstück festklebt (der Strom
wird automatisch abgeschaltet).
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).
SCHWEISSVERFAHREN
• Standard
Der Schweißmodus MMA Standard ist für die meisten Anwendungen geeignet. Dieses Verfahren erlaubt ein Verschweißen mit aller gängigen umhül
-
lten, Rutil-, Zellulose- und basischen Elektroden und auf allen Materialen : Stahl, Edelstahl
• Pulse
Das MMA-Puls Schweißverfahren ist besonders für Steignähte geeignet. Der Pulsstrom ermöglicht eine Materialverschmelzung bei geringerer Ener
-
gieeinbringung. Ohne Pulsen erfordert das Steignahtschweißen eine Elektrodenführung nach dem „Tannenbaumprinzip“, d. h. schwierige Dreiecks
-
bewegungen. Dank dem MMA-Puls-Modus sind solche Bewegungsabläufe nicht mehr zwingend notwendig. Je nach Werkstückstärke kann eine
geradlinige Aufwärtsbewegung genügen. Wenn Sie Ihr Schmelzbad verbreitern möchten, ist eine einfache Seitwärtsbewegung ausreichend, ähnlich
wie beim Schweißen in flacher Position. Über das Display lässt sich die Frequenz des Pulsstroms einstellen. Mit diesem Verfahren ist das Schweißen
von Steignähten besser beherrschbar.
AUSWAHL DER UMHÜLLTEN ELEKTRODEN
• Rutile Elektrode: einfache Bedienung in allen Positionen.
• Basische Elektrode: Bedienung in allen Positionen, und dank ihrer mechanischen Eigenschaften für Sicherheitsarbeiten geeignet.
FESTLEGUNG DER EINSTELLUNGEN
Maßeinheit
Arc Force
Die Arc Force ist ein Überstrom, der erzeugt wird, um ein Festkleben zu vermeiden, wenn die Elektrode
mit dem Schweißbad in Kontakt kommt.
Schweißstrom
A
Der Schweißstrom muss je nach Elektrodentyp ausgewählt werden (siehe Elektrodenverpackung).
Dauer Hot Start
s
Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass die Elektrode am Werkstück kleben
bleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Impuls-
frequenz
Hz
Verhältnis zwischen Pulsstromzeit u. Grundstromzeit
Prozentsatz Hot Start
%
Der Hot Start ist ein Überstrom beim Zünden, der verhindert, dass die Elektrode am Werkstück kleben
bleibt. Die Parameter sind Strom (% des Schweißstroms) und Zeit (Sekunden).
Prozentsatz I Kaltanteil
%
Kaltanteil
s
Der Zugriff auf einige Schweißparameter hängt vom gewählten Anzeigemodus ab: Einstellungen/Anzeigemodus: Easy oder Expert. Beachten Sie
die Betriebsanleitung für die Schnittstelle (HMI).




























































