




























44
Betriebsanleitung
WF 35
Übersetzung der
Originalbetriebsanleitung
EINSTELLUNG DER SCHWEISSINTENSITÄT
Die folgenden Einstellungen entsprechen dem nutzbaren Stärkebereich je nach Elektrodentyp und -durchmesser. Hinweis: Der Einstellbereich des
Arc Force ist abhängig vom ausgewählten Elektrodentyp.
Ø Elektrode (mm)
Rutile-Elektrode E6013 (A)
Basische Elektrode E7018 (A)
1,6
30-60
30-55
2,0
50-70
50-80
2,5
60-100
80-110
3.15
80-150
90-140
4,0
100-200
125-210
5
150-290
200-260
6,3
200-385
220-340
EINSTELLUNG DER ARC FORCE
Es wird empfohlen, die Arc Force auf die mittlere Position (0) einzustellen, um mit dem Schweißen zu beginnen, und sie entsprechend den Ergeb
-
nissen und Schweißpräferenzen anzupassen. Hinweis: Der Einstellbereich der Arc Force ist spezifisch für den gewählten Elektrodentyp.
ROLLEN (B) OPTIONAL
Durchmesser
Referenz (x2)
Durchmesser
Referenz (x2)
Stahl
Aluminium
Fülldraht
Ø 0,6/0,8
042353
-
Ø 0,9/1,2
042407
Ø 0,8/1,0
042360
042377
Ø 1,0/1,2
046849
040915
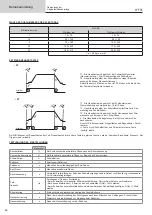
OPTIONALER DURCHFLUSSMESSER-SATZ
Der Durchflussmesser-Satz (Art. Nr. 073395) ermöglicht die genaue Einstellung und Kontrolle des
Gasflusses am Ausgang des Brenners, wenn dieser an ein Gasnetz angeschlossen ist. Der Gasdruck im
Netz muss stabil sein und zwischen 2 und 7 bar liegen. Der Gasdurchsatz kann zwischen 3 und 30 l/min
eingestellt werden.
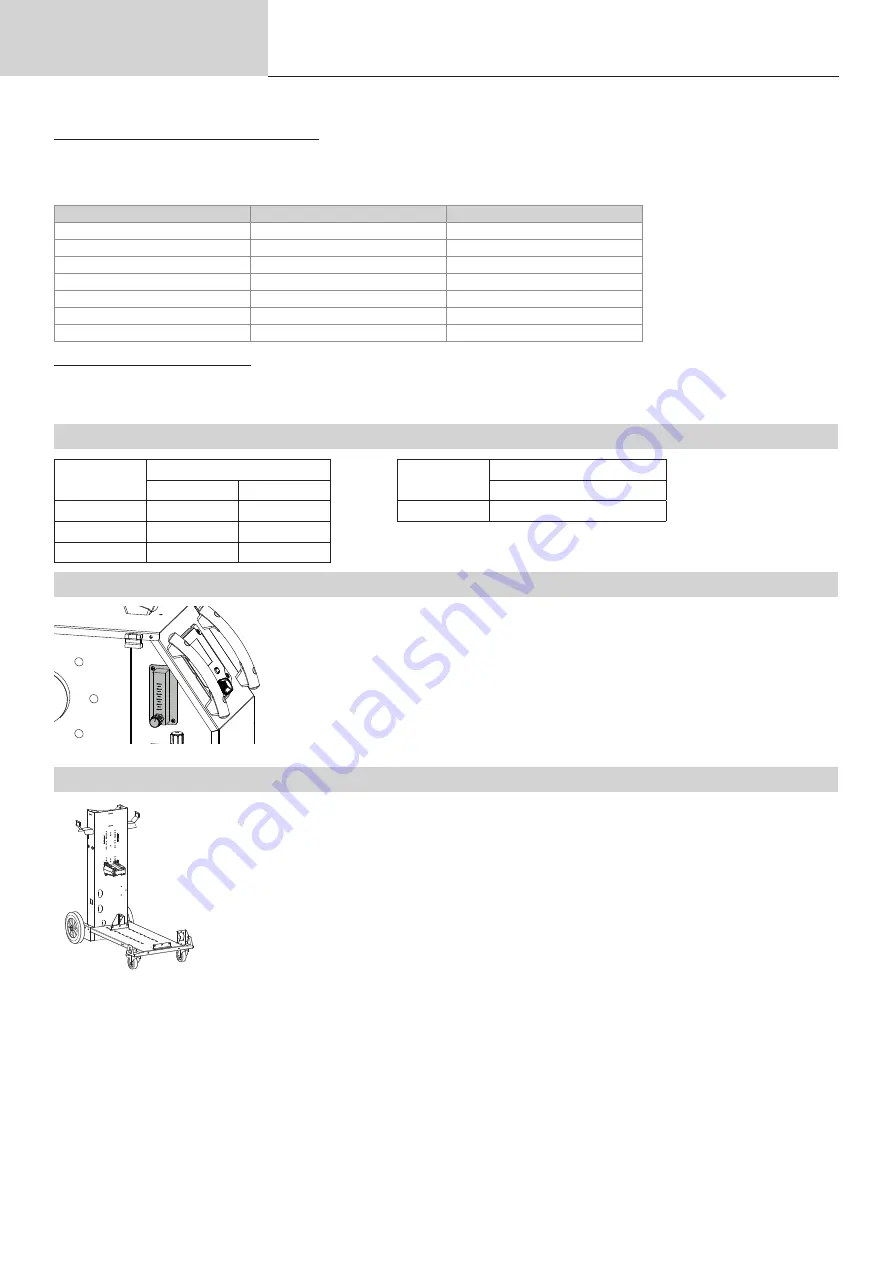
OPTIONALER FAHRWAGEN
075498























































