





























79
Instrukcja obsługi
WF 35
PL
Tłumaczenie instrukcji oryginalnej
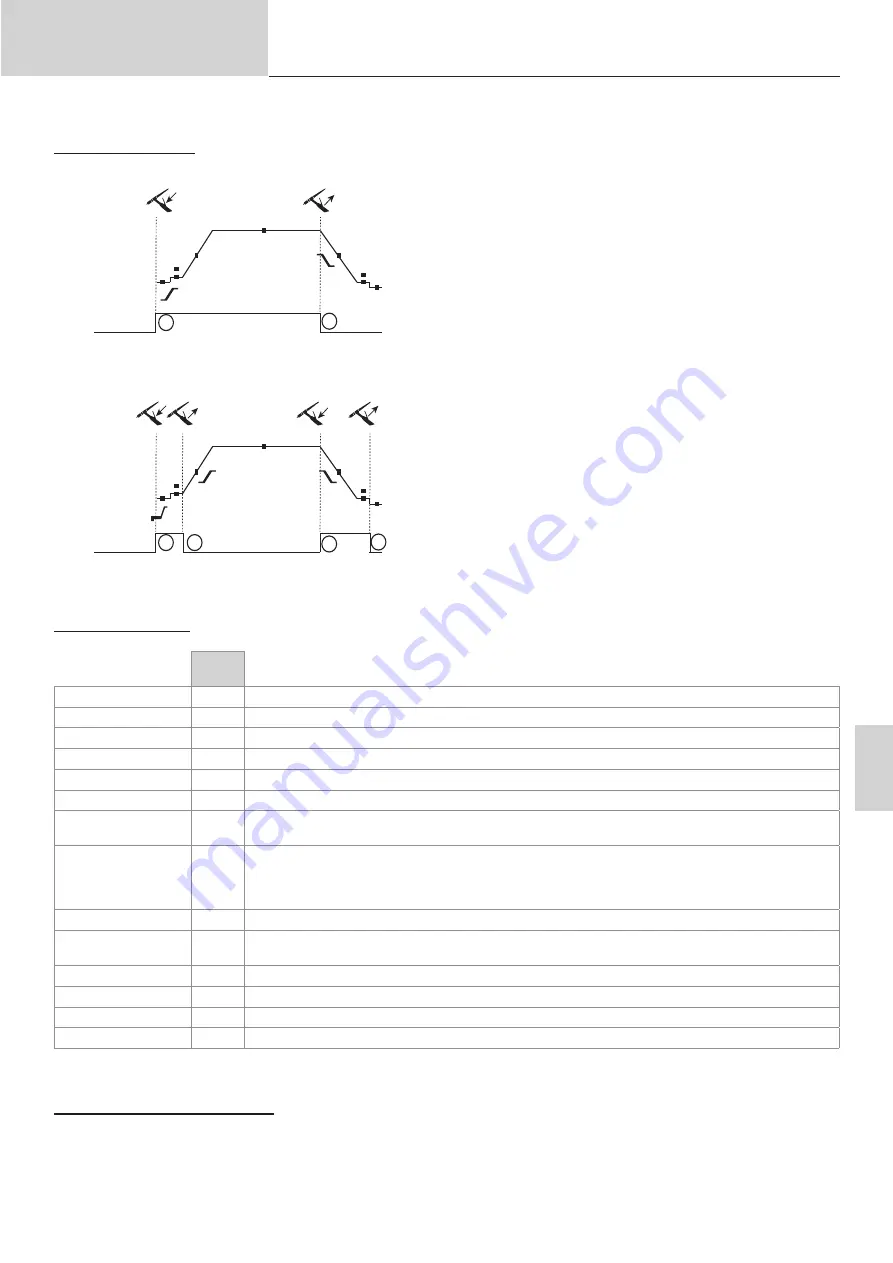
ZACHOWANIE SPUSTU
• 2T
t
t
t
t
t
t
T2
T1
Główny przycisk
T3
T1
Główny przycisk
T2
T4
T3
T1
Główny przycisk
T2
T4
>0.5s
<0.5s
<0.5s
T1 - Główny przycisk jest wciśnięty, rozpoczyna się cykl spawania
(PreGas, I_Start, UpSlope i spawanie).
T2 - Zwolnienie przycisku głównego powoduje zatrzymanie cyklu
spawania (DownSlope, I_Stop, PostGas).
Dla palnika z dwoma przyciskami i jedynie w trybie 2T przycisk
pomocniczy jest zarządzany jak przycisk główny.
• 4T
t
t
t
t
t
t
T2
T1
Główny przycisk
T3
T1
Główny przycisk
T2
T4
T3
T1
Główny przycisk
T2
T4
>0.5s
<0.5s
<0.5s
T1 - Naciśnięcie przycisku głównego powoduje rozpoczęcie cyklu
od fazy PreGaz i zatrzymanie w fazie I_Start.
T2 - Zwolnienie głównego przycisku, cykl kontynuowany jest w
trybie Upslope i w spawaniu.
T3 - Główny przycisk jest wciśnięty, przechodzi cykl opadania
(DownSlope) i zatrzymuje się w fazie I_Stop.
T4 - Główny przycisk jest zwolniony, cykl kończy się poprzez Post
-
Gas.
Uwaga: dla palników podwójne przyciski i podwójny pr
potencjometr
=> przycisk «góra/prąd spawania» i potencjometr aktywne, przycisk
«dół» nieaktywny.
Dla palników z dwoma przyciskami i z podwójnym s potencjometrem spust «wysoki» ma taką samą funkcjonalność jak w przypadku palników
z pojedynczym spustem lub palników lamelowych. Wyzwalanie «low» nieaktywne.
DEFINICJA USTAWIEŃ
Jed-
nostka
Prąd zatrzymania
%
Ten prąd zatrzymania jest fazą po rampie w dół prądu.
Prąd rozruchowy
%
Ten prąd rozruchowy jest fazą poprzedzającą rampę prądową.
Prąd spawania
A
Prąd spawania.
Zimny prąd
%
Drugi prąd spawania «na zimno»
Czas trwania impulsu
s
Ręczna lub zależna od czasu faza impulsu punktowego
Czas trwania spotu
s
Ręczne lub przez ustawiony czas.
Prąd opadający
s
Zapobiega powstawaniu kraterów pod koniec procesu spawania i ryzyku pęknięć, szczególnie w przypadku
stopów lekkich.
Częstotliwość
pulsowania
Hz
Częstotliwość impulsów (wskazówki dotyczące ustawień) :
• W przypadku spawania z wypełniaczem ręcznym, F(Hz) zsynchronizowane z działaniem wypełniacza,
• Jeśli mała grubość bez wejścia (< 0.8 mm), F(Hz) >10Hz
• Spawanie w pozycji; w zakresie F(Hz) 5 < 100 Hz
Wzrost prądu
s
Umożliwia stopniowe zwiększanie natężenia prądu spawania.
Post Gas
s
Czas utrzymania osłony gazowej po wyłączeniu łuku. Chroni obrabiany przedmiot i elektrodę przed utlenia
-
niem podczas chłodzenia.
Pre-gas
s
Czas oczyszczania palnika i tworzenia ochrony gazowej przed zajarzeniem.
Czas zatrzymania
s
Czas przebywania w stanie spoczynku jest fazą po rampie spadku prądu.
Czas rozruchu
s
Czas przebywania przy rozruchu przed zwiększeniem mocy.
Czas zimny
%
Bilans czasowy prądu gorącego (I) impulsu
Dostęp do niektórych parametrów spawania zależy od wybranego trybu wyświetlania: Ustawienia/Tryb wyświetlania: Easy lub Expert. Więcej infor
-
macji na ten temat można znaleźć w rozdziale HMI.
RĘCZNE PRZEDMUCHIWANIE GAZU
Obecność tlenu w palniku może prowadzić do pogorszenia właściwości mechanicznych i może powodować spadek odporności na korozję. Aby
oczyścić palnik z gazu, należy nacisnąć i przytrzymać przycisk nr 1 i postępować zgodnie z procedurą wyświetlaną na ekranie. Więcej informacji na
ten temat można znaleźć w rozdziale HMI.

























































