WINTER TIMBERMAX 4 – 23 ECO
32
8.14
Adjustment of feeding device
8.14.1
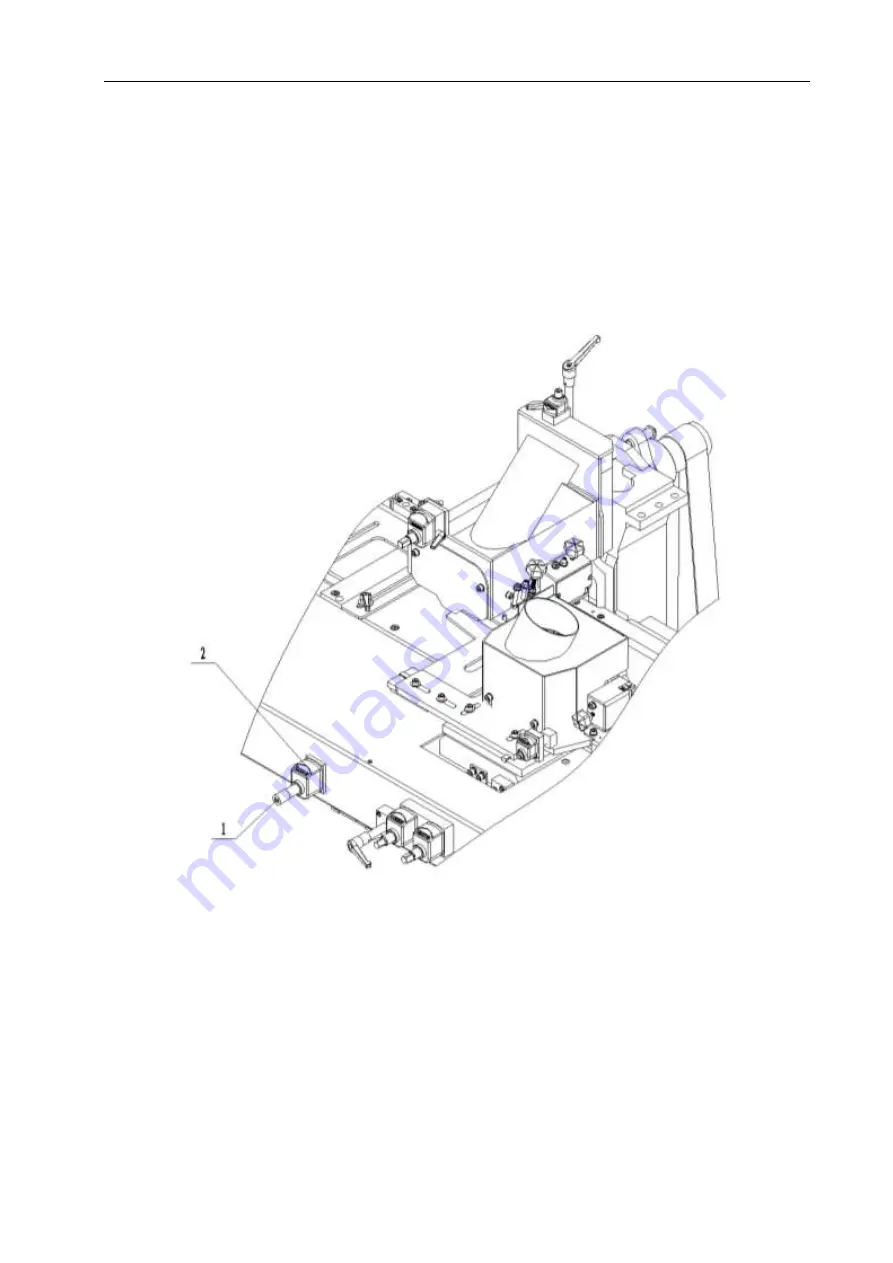
Feed beam elevation
①
The elevation of feed beam please see
(
Figure27
)
When the electric adjustment of the feed beam doesn’t work, adjustment can be done
manually. Adjusting steps: Remove ring 1 from adjusting bar, then adjust by rotating the
adjusting screw. The readout 2 will show the position of the feed beam.
(Figure27)
②
Electric elevation of feed beam
The electric elevation of feed beam please see
(
14.2
).
8.14.2
Feeding wheels orientation
Raise or fall the feed beam to set the orientation of feeding wheels.
For example: Raise or fall the feed beam to keep the staff guage indicating 30mm, then
adjust the distance of 27mm from the bottom of feeding wheels to working table.