



















WINTER TIMBERMAX 4 – 23 ECO
2
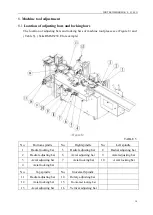
2.
Safety
2.1
General rules of safety
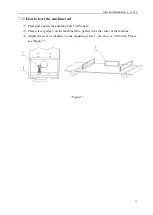
①
Do not operate the machine before reading earnestly throught and fully
understand the operation manual. The person who operates the machine must be
very familiar with the adjusting contents, adjusting procedures and safety rules.
②
To make proficient with specialized trainning before operating.
③
Please pay attention to the warning symbols on the machine and abide by the
rules.
④
To avoid wrapping in working, workers should have their hair and sleeves
bound. No loose coat, gloves and jewelry allowed while working.
⑤
Unrelated person is not allowed to stay around the running machines.
⑥
Do not stand in front of the infeed and outfeed directions to avoid unexpected
injury from the rebound and spring of workpieces.
⑦
Do not raise the feeding device while processing the logs, or else the
workpieces might be loosened and do harm to human and machine.
⑧
Do not take away any of the protected covers while processing, neither adjust
the wind-tubes, feeding wheels and side pressure wheels.
⑨
Do not clean the chips while the machine is running, for fear that dangers might
cause.
⑩
Do not try to stop the spindles by hands or other things, let the spindles stop
automatically by pushing the stop button.
⑪
Spindle nuts must be tight enough to avoid loosen. Check manually if the
spindles can rotate freely before machine starts.
⑫
Daily check of the safety devices before machine starts is necessary, to
eliminate hidden troubles.
⑬
Please make sure that the power is off and the machine is completely stopped
befor adjusting, matain the machine and installed cutter blocks.
⑭
The maintenance and maintain of machine tools shall be done termly by
qualified personnels, and the work of power system can only be done by
qualified electricians.
⑮
Protected gloves are needed while installing or changing cutter blocks to
prevent harming from sharp edge of knives.
⑯
Safeguards for eyes and ears are needed while working. (Noises of machine
tool is no higher than 85dB
)
⑰
Ensure the neatness and roominess of working locality. Any of the impediments







































































